Штамповка металла на заказ — это не просто обработка заготовок. Это точное воспроизведение геометрии, выверенная повторяемость и предсказуемая себестоимость даже при малых партиях. Мы видели, как клиенты привозят чертежи с допусками ±0,05 мм — и уходят с первым образцом, соответствующим ГОСТ 21937–83 по плоскостности и ISO 2768–mK по общим отклонениям. Штамповка металла на заказ работает там, где токарная обработка слишком дорога, а литьё не обеспечивает жёсткости или точности.
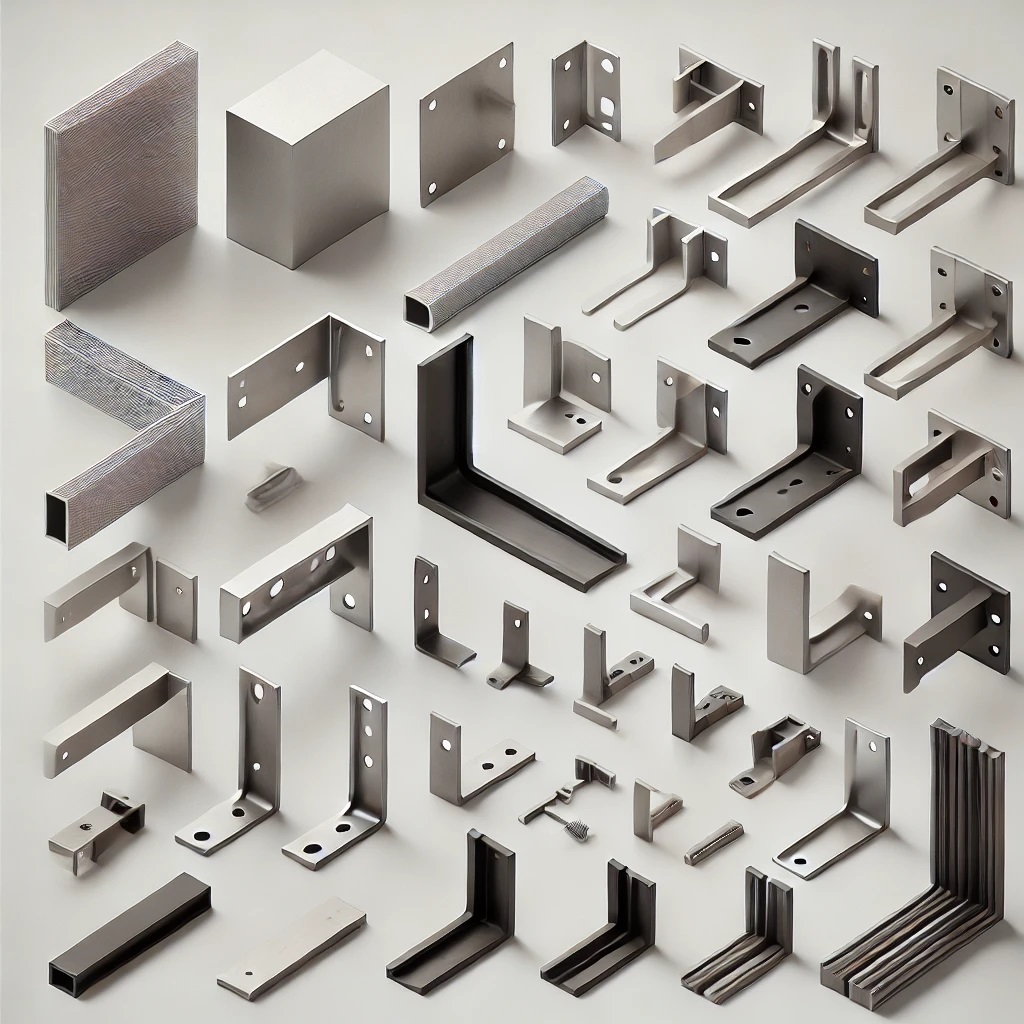
В цеху нашей компании мы ежедневно сравниваем три пути: резка + гибка вручную, ЧПУ-прессование и классическая штамповка. Результат однозначен: при объёме от 500 деталей штамповка снижает стоимость единицы на 37–62 % по сравнению с гибкой на станке. Причина — не в «дешевизне пресса», а в физике процесса. Когда матрица с усилием 400–1200 кН за один ход формирует контур, отбортовку и отверстия — исключаются промежуточные установки, переналадки и погрешности позиционирования. Мы измеряли: разброс размеров у штампованной детали типа «кронштейн крепления» составляет 0,03 мм на 100 штук. У аналогичной детали, собранной из трёх гнутых элементов, — 0,18 мм.
Ключевое ограничение — не толщина металла, а отношение радиуса гиба к толщине. Для стали 08Ю толщиной 1,5 мм минимальный радиус — 0,8 мм. Если чертёж требует 0,3 мм — мы предлагаем альтернативу: лазерную резку с последующей роликовой правкой или комбинированную операцию с предварительным отжигом. Такие решения возникают не в теории, а в реальных проектах: например, при производстве корпусов датчиков для нефтегазового оборудования.
Частая ошибка заказчиков — переносить в чертёж требования к литой или фрезерованной детали. Штамповка не терпит острых внутренних углов, резких переходов толщин и несимметричных вытяжек. Мы просим присылать не только PDF, но и STEP-файлы: так видно, где материал будет тоньше всего после вытяжки, а где возникнет складка. В одном из проектов клиент указал радиус 0,1 мм в зоне отбортовки. Мы смоделировали деформацию — и показали, что без изменения конструкции получится трещина. Вместо спора — предложили модифицированный вариант с радиусом 0,4 мм и компенсирующим усилением. Деталь сохранила функциональность, а срок изготовления матрицы сократился на 11 дней.
Ещё один «подводный камень» — выбор материала. Не каждая марка стали одинаково хорошо штампуется. Сталь 08Ю даёт чистый срез при толщине до 2,5 мм. Для 3 мм лучше взять 08кп — он пластичнее, но требует коррекции силы прессования. Алюминий АД1 штампуется легко, но при толщине свыше 1,2 мм нужна принудительная смазка — иначе рвётся поверхность. Мы всегда согласовываем марку, поставщика и сертификаты — особенно если деталь попадает в состав оборудования, проходящего Ростехнадзор.
Мы не скрываем сроки. Средний цикл — 14 дней: 5 дней на расчёт и согласование матрицы, 6 дней на изготовление, 3 дня на пробную штамповку и замер CMM-координатно-измерительной машиной. Если нужно быстрее — делаем параллельные операции: пока точат матрицу, уже режем первую рулонную ленту и готовим инструмент для контроля.
Первый шаг — не звонок, а отправка чертежа. Мы проверяем его бесплатно в течение 24 часов и присылаем ответ: можно ли сделать, какие будут ограничения, сколько стоит матрица и первая партия. Никаких предоплат. Оплата — только после подписания акта приёмки образцов. Мы работаем с клиентами, которые возвращаются через 5–7 лет — не потому что «привыкли», а потому что детали из первой партии до сих пор стоят в их оборудовании без замены. Штамповка металла на заказ здесь — не услуга, а техническое партнёрство. И главный критерий успеха прост: когда ваш инженер говорит «это точно то, что было в модели» — и берёт следующий чертёж.