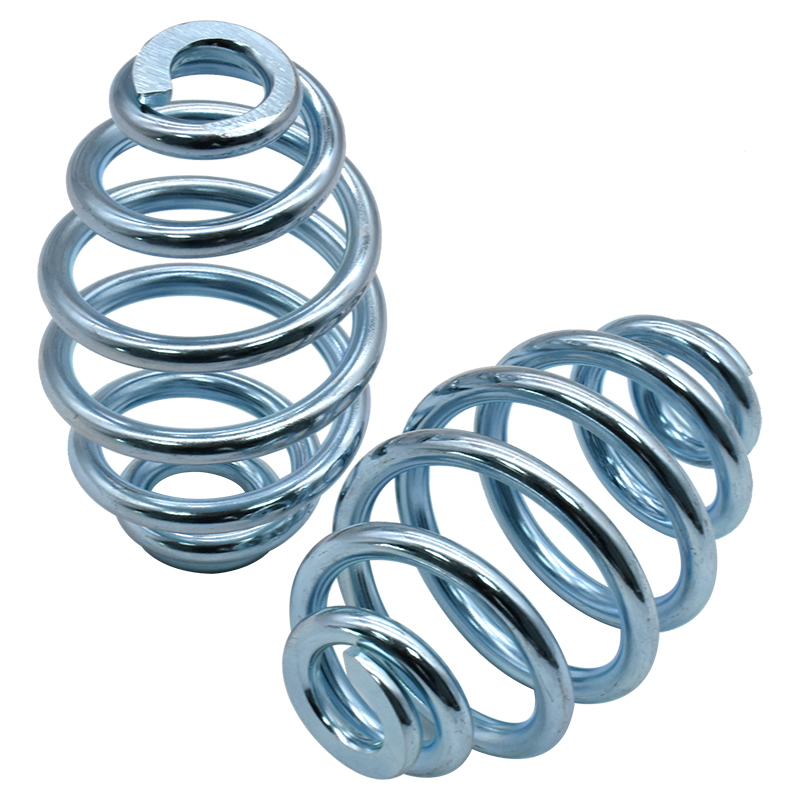
Пружины сжатия – вещь, кажущаяся простой. Но, поверьте, за внешней лаконичностью скрывается немало нюансов, особенно когда речь заходит о их производстве. Многие считают, что это просто гибка металла. Но на деле, от выбора стали и технологического процесса зависит долговечность и, что немаловажно, стабильность характеристик. Хочу поделиться опытом, который накопился за годы работы в этой сфере. Часто встречаются нестыковки в понимании требований к конечному продукту, что приводит к серьезным проблемам с качеством и, как следствие, к недовольству клиентов. Попробую обозначить некоторые из этих проблем и предложить возможные решения.
Начнем с основ. Производство пружин сжатия – это, в первую очередь, штамповка. Но даже в этом кажущемся простом процессе можно ошибиться. Распространенная ошибка – недооценка влияния качества исходного материала. Зачастую, закупают сталь по минимальной цене, не уделяя должного внимания ее химическому составу и механическим свойствам. В результате, пружины получаются хрупкими, быстро изнашиваются и теряют упругость. Вспоминаю случай, когда клиенту потребовались пружины для промышленного оборудования, работающего в условиях повышенной нагрузки и вибрации. Использовали сталь низкого класса – результат оказался плачевным. Пружины ломались буквально на глазах, требуя постоянной замены. Это не только увеличивало эксплуатационные расходы клиента, но и создавало угрозу безопасности.
Еще одна ошибка – неверный выбор технологии обработки. Иногда, для экономии времени и средств, используют упрощенные методы. Например, вместо термообработки, которая необходима для повышения прочности и долговечности, ограничиваются только штамповкой. Это приводит к тому, что пружины теряют свои свойства быстрее, чем предполагалось. Кроме того, не стоит забывать о необходимости контроля качества на каждом этапе производства. Например, проверка размеров, формы и упругих характеристик – это обязательное условие, которое нельзя игнорировать.
Выбор подходящей стали – критически важный момент. Разные марки стали обладают разными свойствами, и от этого напрямую зависит характеристика конечного продукта. Для пружин сжатия, как правило, используют легированные стали, которые отличаются высокой прочностью и усталостной стойкостью. Наиболее популярные марки – это 08Х18НV1T, 10ХСНФ, а также различные марки нержавеющей стали. Выбор конкретной марки зависит от условий эксплуатации пружины – нагрузки, температуры, агрессивности среды и т.д.
Не стоит экономить на качестве стали. Более дорогая, но более качественная сталь, прослужит дольше и обеспечит более стабильные характеристики. Сейчас все чаще используют высокопрочные стали, которые позволяют изготавливать более компактные и легкие пружины при сохранении необходимой прочности. Но, опять же, важно понимать, как эти новые материалы будут себя вести в конкретных условиях эксплуатации. Я вот недавно работал над проектом для компании, производящей медицинское оборудование. Им требовались пружины сжатия, работающие в условиях стерилизации и высокой влажности. Выбрали пружины из нержавеющей стали марки 304, но после испытаний выяснилось, что она недостаточно устойчива к коррозии. Пришлось пересмотреть выбор стали и использовать более устойчивую к коррозии марку.
Контроль качества – это не просто формальность, это залог надежности и безопасности конечного продукта. Он должен осуществляться на всех этапах производства – от приемки металла до упаковки готовых пружин. На этапе штамповки необходимо контролировать точность размеров, форму и качество поверхности. После термообработки, необходимо проводить контроль твердости и механических свойств. На конечном этапе, перед упаковкой, необходимо проверять упругие характеристики пружин – их сжатие, расширение и возвращение в исходное состояние. Для этого используют специальные испытательные стенды и оборудование.
Мы в ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля придерживаемся строгих стандартов контроля качества. Используем современное оборудование для измерения размеров и упругих характеристик. На каждом этапе производства предусмотрены контрольные точки, где проверяется соответствие продукции требованиям заказчика. Именно поэтому, мы можем гарантировать высокое качество наших пружин сжатия. Но, как говорится, 'лучше превентивно, чем потом исправлять'. Иногда, даже при наличии строгой системы контроля качества, могут возникать проблемы. Например, из-за неправильной настройки оборудования или ошибок оператора. Поэтому, необходимо постоянно проводить обучение персонала и совершенствовать технологические процессы.
Несоответствие геометрии пружины проектным требованиям — частая проблема. Это может возникать из-за неточной настройки штамповки или износа инструмента. Приходится постоянно контролировать состояние штампов и проводить их периодическую замену или ремонт. Также важно учитывать влияние температуры и давления на размеры пружины. Для этого необходимо использовать специальные расчетные модели и проводить испытания.
Иногда, возникают проблемы с зазорами между витками пружины. Недостаточный зазор приводит к перегреву и преждевременному износу пружины. Слишком большой зазор – к снижению несущей способности. Поэтому, необходимо тщательно контролировать зазоры между витками и стремиться к их оптимальному значению.
Термообработка – это важный этап в производстве пружин сжатия. Она позволяет повысить прочность, твердость и износостойкость пружины. Тип термообработки зависит от марки стали и требуемых свойств. Наиболее распространенные виды термообработки – это закалка, отпуск и нормализация. Важно правильно подобрать режим термообработки, чтобы не повредить структуру металла и не снизить его механические свойства.
Сейчас все чаще используют различные виды термической обработки, такие как цементация и азотирование. Эти методы позволяют улучшить износостойкость пружины и повысить ее коррозионную стойкость. Но, для их применения требуется специальное оборудование и квалифицированный персонал. Поэтому, мы сотрудничаем с компаниями, которые специализируются на термической обработке металла.
Производство пружин сжатия – это сложный и ответственный процесс, требующий глубоких знаний и опыта. Не стоит недооценивать важность качества исходного материала, технологического процесса и контроля качества. Только при соблюдении всех этих условий можно гарантировать надежность и долговечность конечного продукта. Надеюсь, мой опыт будет полезен тем, кто занимается производством этих важных деталей.