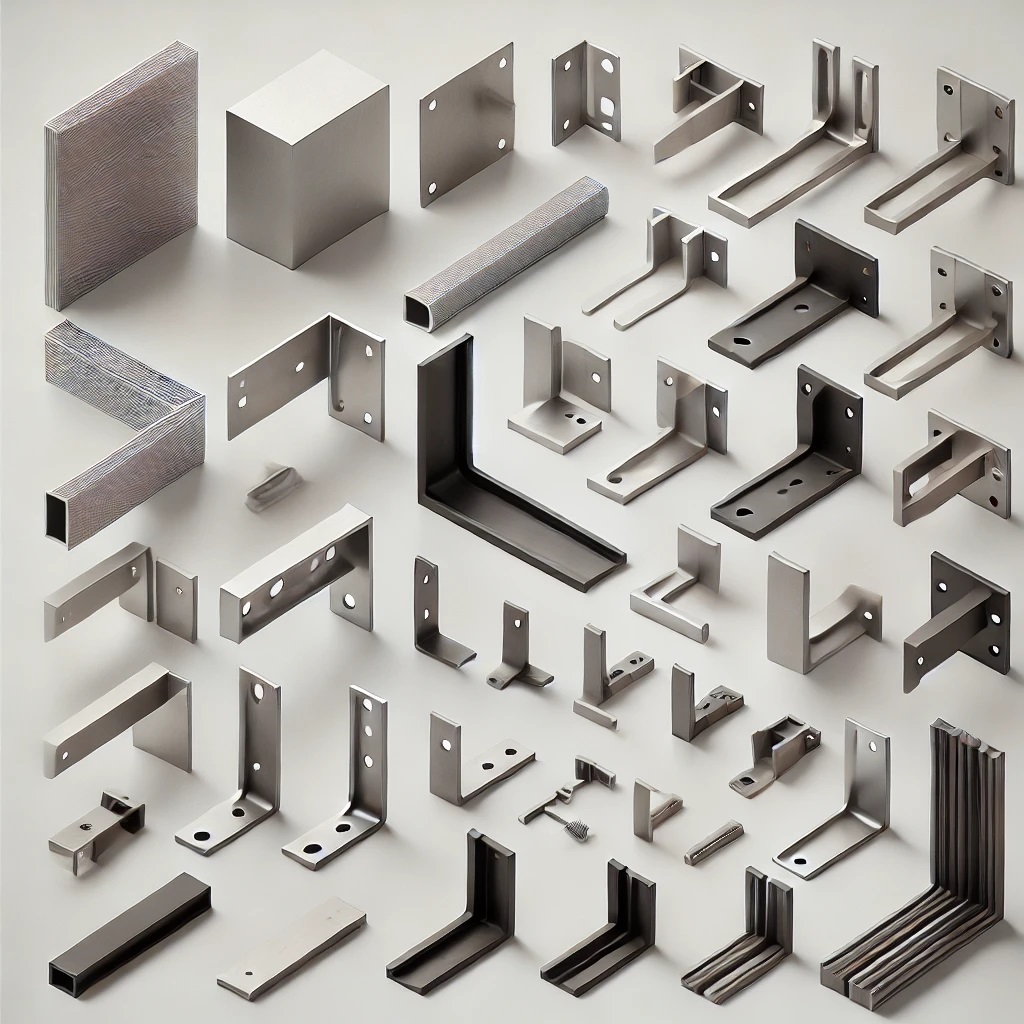
Глубокая вытяжка металла – это, на первый взгляд, простая задача. Большинство учебников и теоретических описаний говорят о расчетных методах, о свойствах материалов, о оптимальных параметрах штамповки. Но как это выглядит на практике? И что происходит, когда расчеты не совпадают с реальностью? Мы говорим о заводы штамповки металла глубокой вытяжки, а не просто о процессе, а о всей системе – от проектирования штампа до контроля качества готовой детали. Эта статья – попытка поделиться опытом, ошибками и наблюдениями, которые мы накопили в работе с глубокой вытяжкой различных сплавов.
Процесс глубокой вытяжки – это не линейный процесс. Он состоит из нескольких этапов, каждый из которых требует внимания и контроля. Начинается все с проектирования штампа. Здесь нужно учитывать множество факторов – геометрию детали, материал, требуемую точность. Мы часто сталкиваемся с ситуацией, когда математическая модель идеально подходит, а в реальности возникают деформации, разрывы, неровности поверхности. Это связано с множеством факторов, которые сложно учесть в расчетах – неоднородность металла, остаточные напряжения, трение между листом и штампом. При проектировании очень важно учитывать скорость вытяжки, угол вытяжки и форму зон вытяжки. Нам иногда приходилось перерабатывать штампы несколько раз, чтобы добиться приемлемого результата.
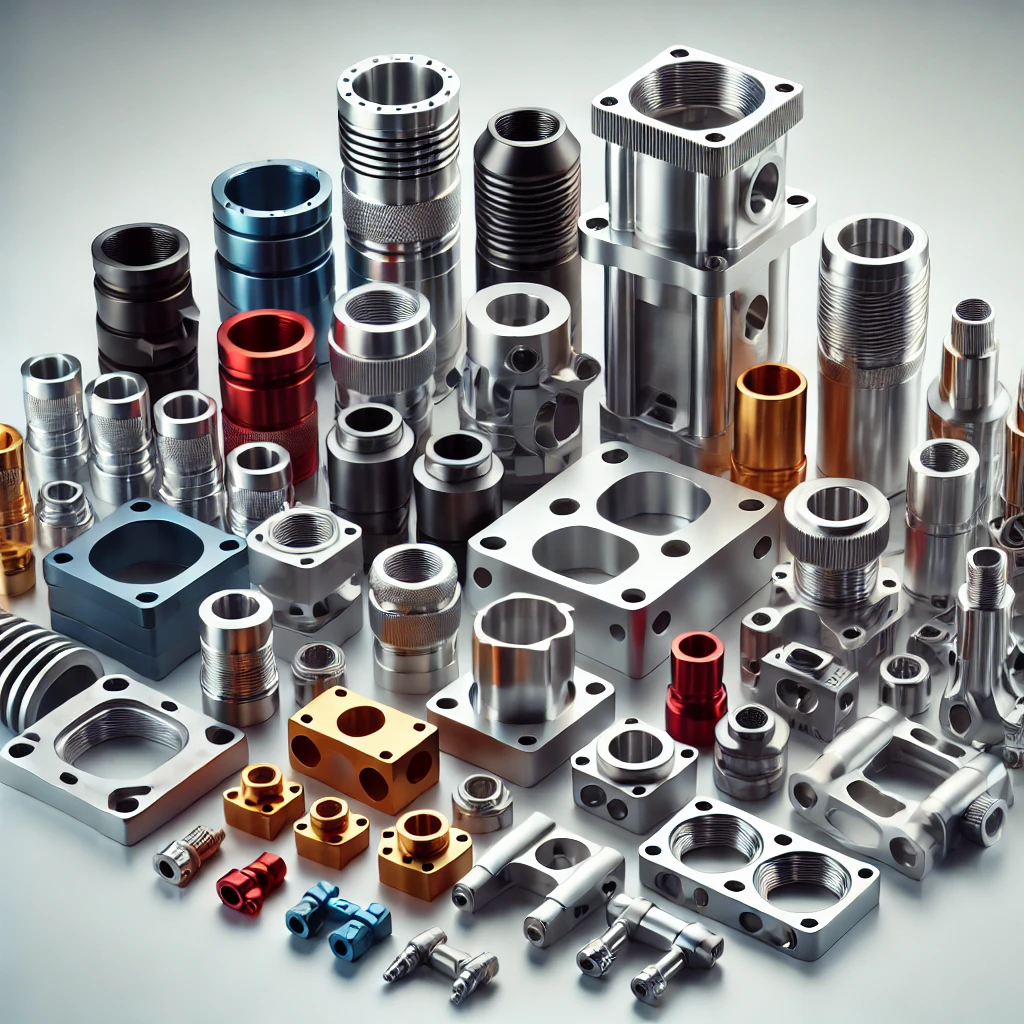
Далее идет изготовление штампа. Качество изготовления штампа напрямую влияет на качество готовой детали. Особенно важны точность изготовления вытяжных и формообразующих элементов, а также качество обработки поверхности. Мы работаем с различными материалами штампов – от инструментальной стали до закаленных сталей. Выбор материала зависит от требований к износостойкости и прочности штампа. Часто при работе с высокопрочными материалами требуется специальная обработка поверхности и закалка штампа.
После изготовления штампа начинается непосредственно процесс вытяжки. Здесь важно правильно подобрать параметры процесса – скорость вытяжки, давление масла, температуру металла. Эти параметры зависят от материала детали, толщины листа, геометрии детали. Мы используем различные типы масел для смазки и охлаждения штампа. Выбор масла – это тоже важный фактор, который влияет на качество готовой детали и срок службы штампа. Вначале у нас были проблемы с залипанием металла к штампу, но после внедрения новой системы смазки это проблема была решена.
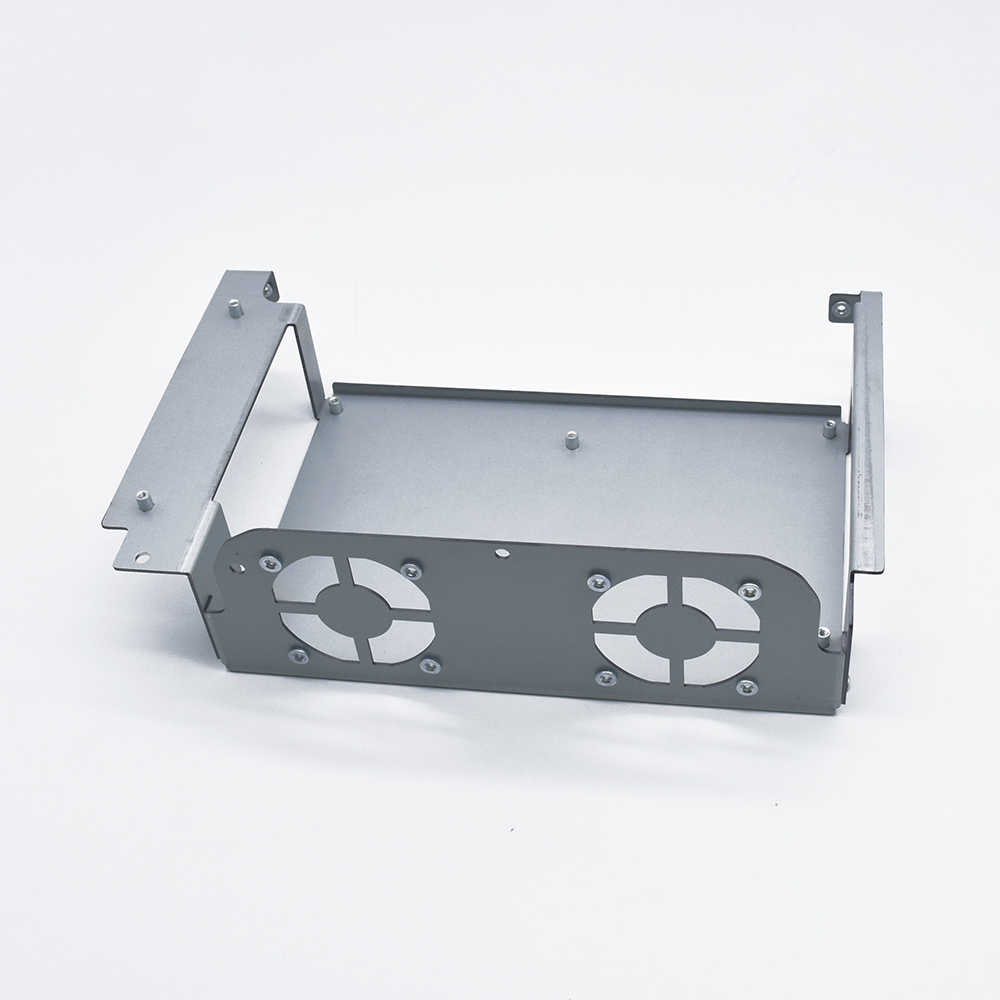
Самая распространенная проблема при глубокой вытяжке – это образование складок и морщин на поверхности детали. Это происходит из-за неравномерного распределения деформации металла. Чтобы решить эту проблему, нужно правильно спроектировать штамп, подстроить параметры процесса и улучшить смазку. Иногда требуется использование специальных устройств – вытяжных приспособлений, которые помогают равномерно распределить деформацию металла. Например, мы использовали специальные подкладки, чтобы уменьшить риск образования складок на сложных элементах детали.
Еще одна распространенная проблема – это разрывы металла. Это происходит из-за превышения предела текучести металла. Чтобы решить эту проблему, нужно уменьшить скорость вытяжки, увеличить толщину листа, или изменить геометрию штампа. Иногда требуется использование специальных методов обработки поверхности металла – например, закалка. Мы применяли различные методы контроля металла перед глубокой вытяжкой, чтобы выявить дефекты и предотвратить разрывы.
Нельзя не упомянуть о проблемах с центровкой листа. Это часто приводит к деформации детали и ухудшению качества поверхности. Мы использовали специальные центровочные устройства, чтобы обеспечить точную центровку листа.
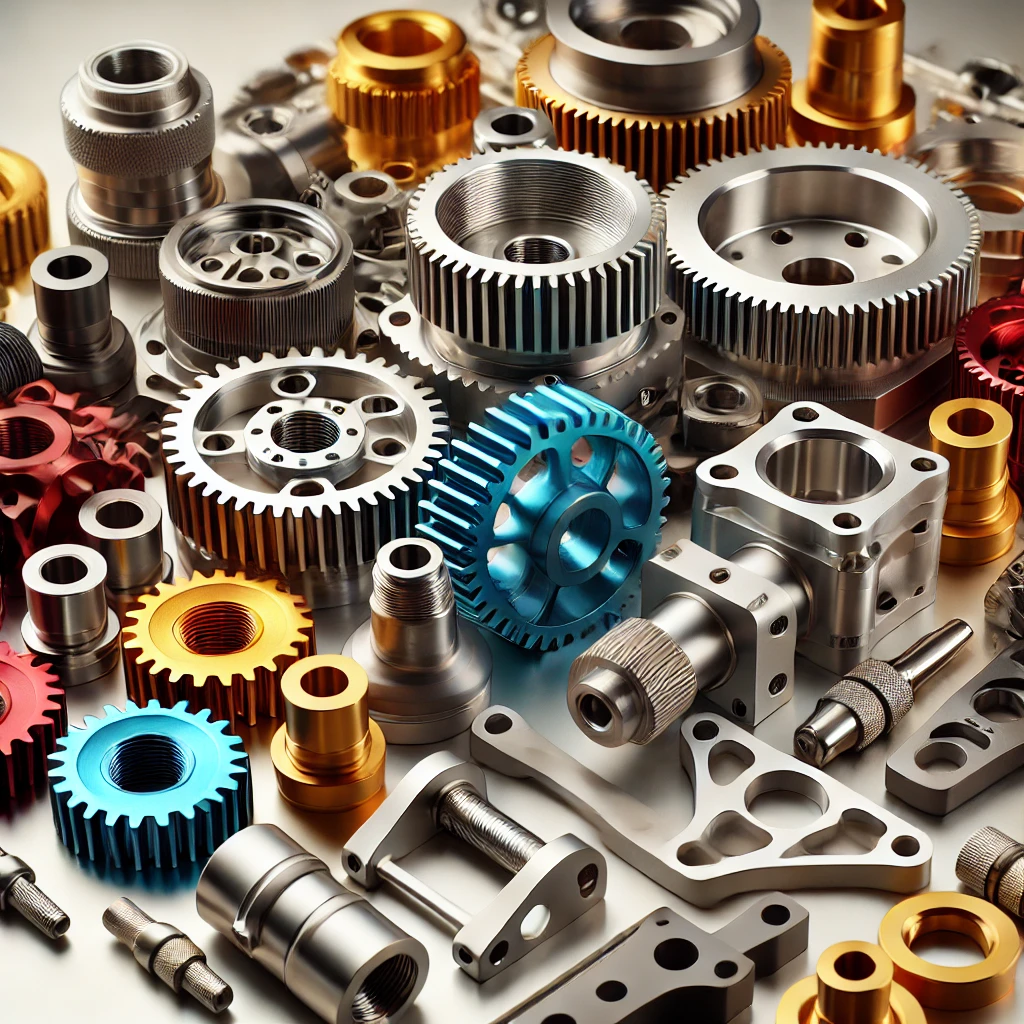
Мы работаем с широким спектром материалов и сплавов – от углеродистой стали до алюминиевых сплавов и титановых сплавов. Каждый материал имеет свои особенности, которые нужно учитывать при проектировании штампа и выборе параметров процесса. Например, титановые сплавы требуют специальной обработки штампа и использования специальных масел. А алюминиевые сплавы более склонны к образованию трещин, поэтому нужно тщательно контролировать параметры процесса. Мы разработали специальные технологические карты для работы с каждым материалом, чтобы обеспечить оптимальное качество готовой детали.
При работе со сталью важен контроль марки стали. Некоторые марки стали более подвержены образованию дефектов, чем другие. Особенно важно учитывать содержание углерода и других легирующих элементов. При работе с высокопрочными сталями нужно учитывать их высокую твердость и склонность к хрупкому разрушению.
Мы также экспериментировали с использованием различных покрытий на поверхности штампа – например, с использованием твердого сплава или керамического покрытия. Это позволяет улучшить износостойкость штампа и уменьшить трение между листом и штампом. Но это требует больших затрат на изготовление и обслуживание штампа.
Современные заводы штамповки металла глубокой вытяжки неразрывно связаны с автоматизацией и контролем качества. Мы используем современные системы управления станками, которые позволяют точно контролировать параметры процесса. Мы также используем системы контроля качества – например, ультразвуковой контроль, визуальный контроль и контроль размеров. Автоматизация позволяет повысить производительность и снизить затраты на производство. Контроль качества позволяет выявлять дефекты на ранних стадиях и предотвращать брак.
Мы инвестировали в современное оборудование для контроля качества, чтобы обеспечить высокое качество готовой продукции. Мы используем различные методы контроля – ультразвуковой контроль, визуальный контроль, измерение размеров. Мы также используем системы статистического контроля качества, которые позволяют выявлять тенденции и предотвращать брак.
Автоматизация процесса позволяет снизить влияние человеческого фактора и повысить точность работы. Мы также используем системы машинного зрения для автоматического контроля качества.
На мой взгляд, ключевыми факторами успеха на заводе штамповки металла глубокой вытяжки являются: квалифицированный персонал, современное оборудование, эффективные технологические процессы и строгий контроль качества. Нельзя экономить на обучении персонала – это инвестиция в будущее компании. Важно постоянно совершенствовать технологические процессы и внедрять новые технологии. И самое главное – нельзя пренебрегать контролем качества. Только так можно обеспечить высокое качество готовой продукции и сохранить репутацию компании. ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля стремится к постоянному улучшению своих процессов и удовлетворению потребностей клиентов.
Как компания увеличивает свою клиентскую базу, и большинство из этих клиентов остаются лояльными на протяжении многих лет? В случае с ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля, этот процесс можно легко определить. Это сочетание высокой технологической оснащенности, гибкости производства, стремления к качеству и индивидуальному подходу к каждому клиенту. Мы не просто производим детали – мы предлагаем решения.