Оснастка штамповка… Сразу возникает ощущение чего-то сложного, требующего огромных ресурсов и сложных расчетов. Многие считают, что это лишь для крупных производств, делающих огромные серии продукции. На самом деле, как показывает практика, эффективное сочетание правильной оснастки и грамотной штамповки может быть ключевым фактором успеха даже для небольших компаний. И не обязательно сразу браться за сложные детали. Часто, небольшие доработки в оснастке, правильно подобранный инструмент и понимание физики процесса позволяют значительно улучшить качество и сократить время производства. Недавно столкнулись с проблемой на заказе миниатюрных деталей для медицинского оборудования. Поначалу казалось, что решить проблему можно лишь переконструировав всю линию. Оказалось, достаточно было небольших корректировок в штампе и используемом инструменте.
В этой статье я хочу поделиться не столько теоретическими знаниями, сколько практическими наблюдениями, основанными на многолетнем опыте работы с штамповкой. Мы затронем вопросы выбора и изготовления оснастки, проблемы, возникающие при штамповке сложных геометрий, методы оптимизации производственного процесса и даже некоторые примеры неудачных экспериментов. Главная цель – дать вам представление о реальном процессе, с его нюансами и подводными камнями, а не просто перечислить инструменты и технологии.
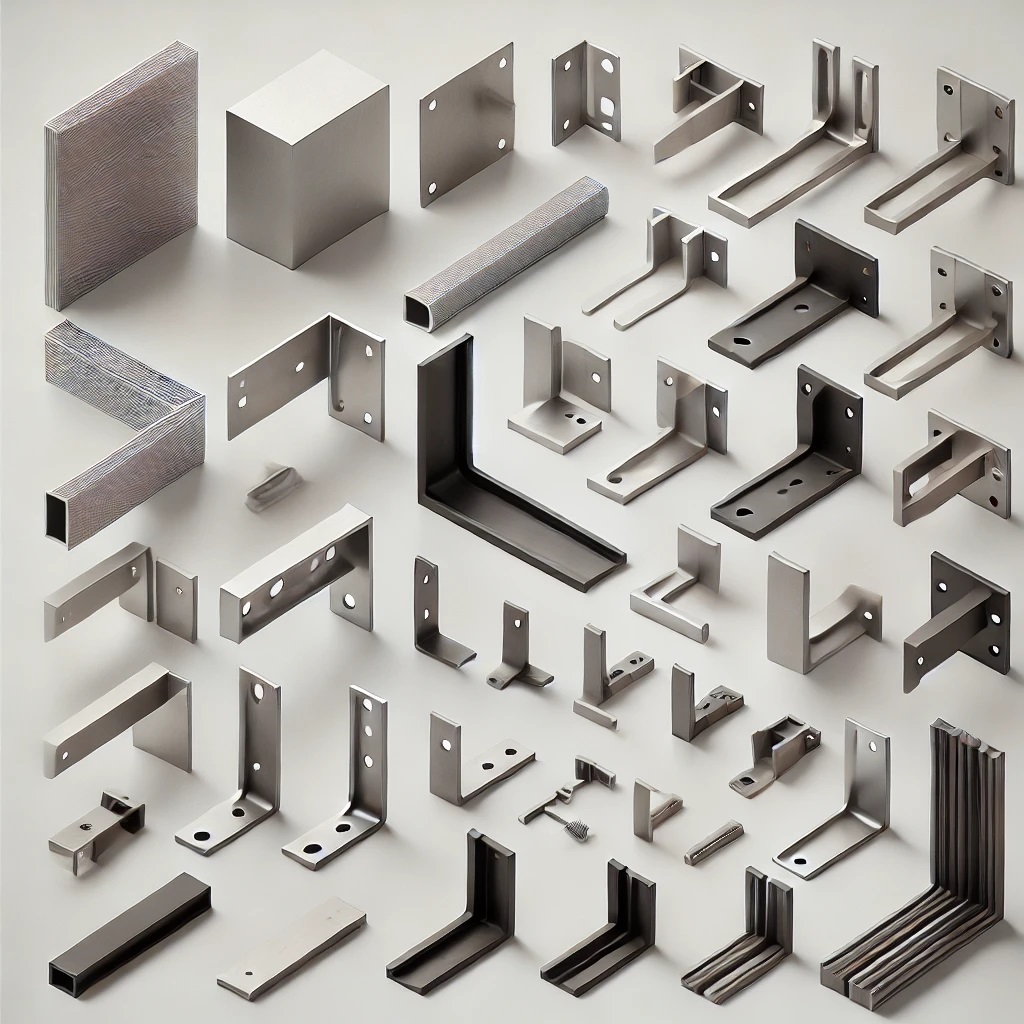
С чего начинается любой процесс штамповки? С выбора оснастки. Это не просто набор инструментов. Это комплекс, включающий в себя штамп (обычно двух- или трехпусточковый), пуансон, матрицу, фиксаторы и другие вспомогательные элементы. Выбор конкретного типа оснастки зависит от множества факторов: геометрии детали, материала, требуемой точности, объема производства. Часто заказываем оснастку у специализированных предприятий, но это требует тщательного согласования и четкого понимания своих потребностей. Проблема в том, что не всегда легко сформулировать эти потребности. Сначала пытаешься описать деталь чертежами, но потом понимаешь, что в реальности возникает множество дополнительных вопросов. Например, как обеспечить равномерное распределение нагрузки на детали при изгибе? Каким образом минимизировать образование заусенцев? Эти вопросы требуют опыта и знания.
Я помню один случай, когда заказчик прислал очень сложный чертеж. Первоначальный проект оснастки оказался непригодным для производства. Дело было в неправильном расчете угла изгиба и недостаточном количестве подшипников. В результате получались дефекты, требующие дополнительной обработки. Перепроектировали оснастку, учли все нюансы, и после нескольких пробных запусков процесс штамповки стал стабильно давать детали требуемого качества. Ключевой момент – не бояться экспериментировать и пересматривать проект оснастки на любом этапе.
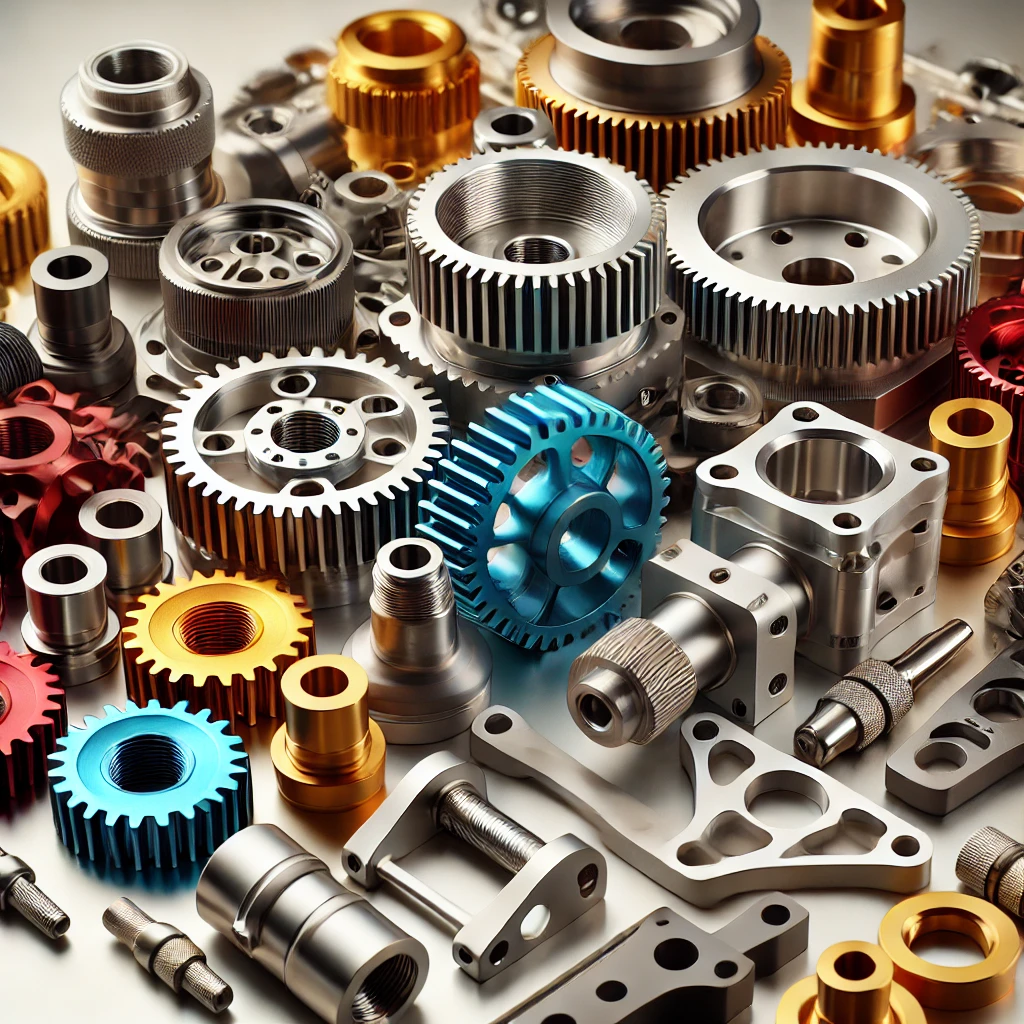
Штамповка сложных деталей – это всегда вызов. Чем сложнее геометрия, тем выше риск возникновения дефектов. Особенно это касается деталей с острыми углами, внутренними выемками или сложным профилем. В таких случаях необходимо тщательно продумать конструкцию штампа, выбрать подходящий материал и инструмент, оптимизировать параметры штамповки. Например, при штамповке деталей с внутренними выемками часто возникают проблемы с вытеснением материала. Это может приводить к образованию складки, разрыву материала или деформации детали. В таких случаях приходится использовать специальные приемы, такие как использование большого количества пуансонов, изменение геометрии штампа или применение специальных смазочных материалов.
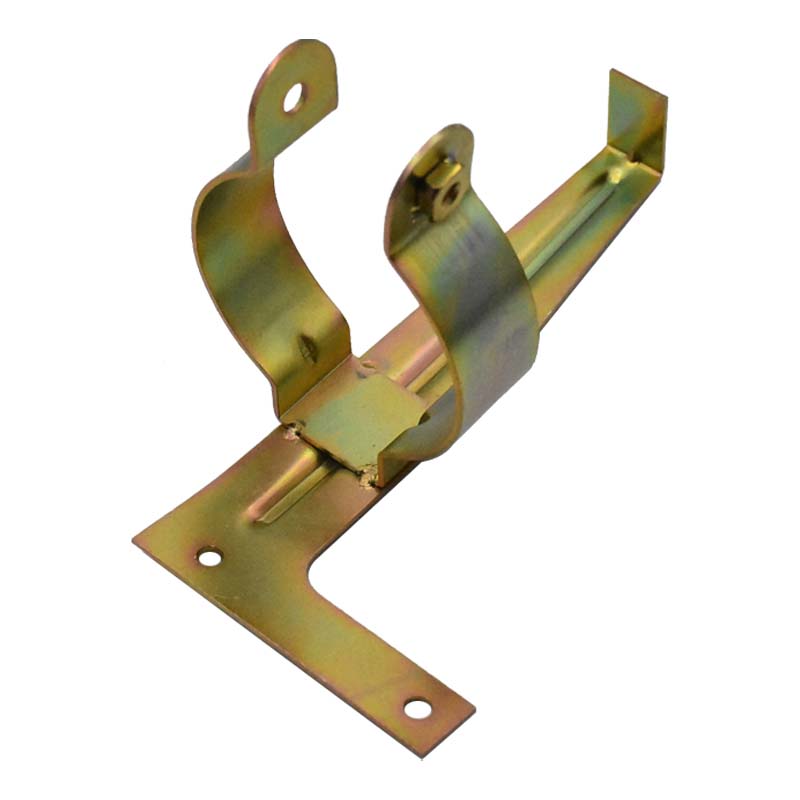
Еще одна проблема – образование трещин. Это особенно актуально при штамповке материалов с низкой пластичностью или при использовании больших скоростей штамповки. Чтобы избежать образования трещин, необходимо правильно подобрать материал оснастки, использовать подходящий инструмент и оптимизировать параметры штамповки. Иногда помогает применение предварительной разтяжки или вытяжки. В нашей компании, ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля, мы часто сталкиваемся с подобными проблемами, и каждый раз приходится искать индивидуальное решение. Не всегда удается решить проблему с первого раза, но опыт позволяет быстро находить оптимальный путь.
Оптимизация производственного процесса – это непрерывный процесс, требующий постоянного анализа и совершенствования. Начиная от выбора материала и конструкции оснастки, и заканчивая параметрами штамповки, каждый этап должен быть тщательно проанализирован и оптимизирован. Это может включать в себя изменение скорости штамповки, давления пуансона, температуры нагрева материала или применение специальных смазочных материалов. Важно не забывать и о качестве используемого оборудования и инструментов. Неисправное оборудование может приводить к дефектам деталей, увеличению времени производства и повышению затрат.
Недавно мы внедрили систему мониторинга параметров штамповки, что позволило нам значительно сократить количество брака и повысить производительность. Система собирает данные о скорости штамповки, давлении пуансона, температуре материала и других параметрах, и позволяет оперативно выявлять отклонения от нормы. Это позволяет своевременно корректировать параметры штамповки и предотвращать возникновение дефектов. В долгосрочной перспективе это обеспечивает значительную экономию.
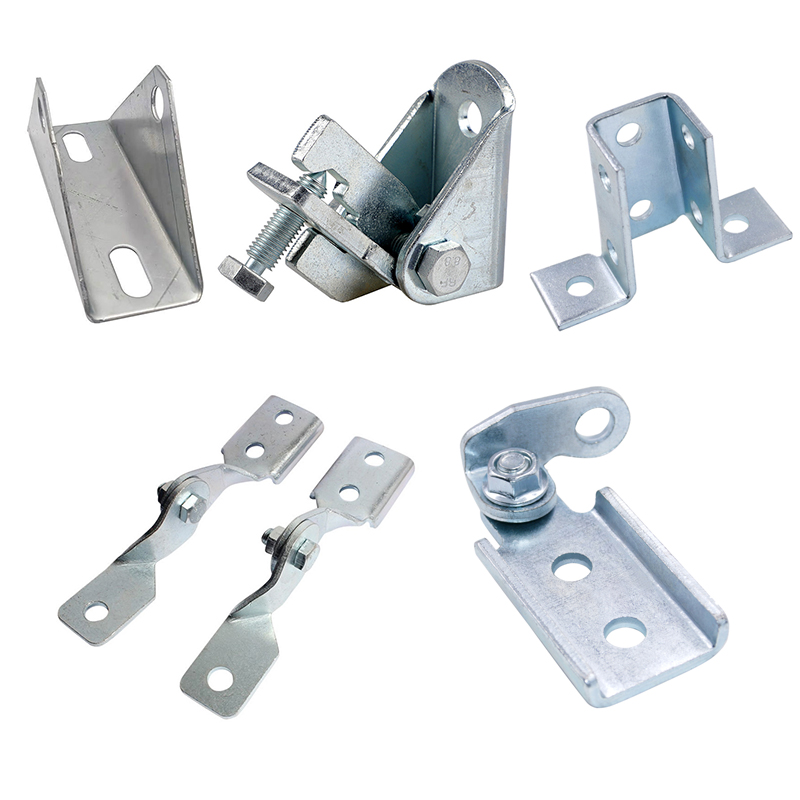
Не все эксперименты заканчиваются успехом. Бывают случаи, когда даже при тщательной подготовке не удается добиться желаемого результата. Иногда причиной является неправильный выбор материала оснастки, иногда – недостаточный опыт оператора, а иногда – просто неудачное стечение обстоятельств. В любом случае, неудачный опыт – это ценный урок, который помогает избежать ошибок в будущем. Важно анализировать причины неудач и выносить из них уроки. Например, однажды мы пытались штамповать деталь из слишком твердого материала. В результате оснастка быстро износилась, и детали получались с дефектами. Поняли, что нужно использовать более мягкий материал, чтобы снизить нагрузку на оснастку.
В заключение хочу сказать, что оснастка штамповка – это не просто технический процесс, это настоящее искусство и наука. Требует знаний, опыта и постоянного совершенствования. Необходимо постоянно учиться, экспериментировать и искать новые решения. Особенно это важно в условиях современной конкуренции, когда каждый производитель стремится к повышению качества продукции и снижению затрат. Помните, что правильно подобранная оснастка и грамотная штамповка – это залог успешного производства.
Компания ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля (https://www.tcjh.ru) занимается разработкой и производством широкого спектра деталей методом штамповки. Мы предлагаем полный цикл услуг – от проектирования оснастки до производства готовых деталей. Наши специалисты обладают большим опытом работы с различными материалами и технологиями штамповки. Мы готовы помочь вам решить любые задачи, связанные со штамповкой деталей.