2026-05-25
Оптовые цены на штамповку листового металла в 2026 году формируются под влиянием трех ключевых факторов: стоимости сырья (сталь, алюминий, медь), сложности пресс-форм и объема партии. В текущем производственном цикле средняя стоимость обработки одной тонны металла для серий от 10 000 штук варьируется в диапазоне от $850 до $1200, что на 12% ниже показателей 2024 года благодаря автоматизации линий в Китае. Покупатели из Европы и США все чаще переносят заказы на азиатские площадки не только ради экономии, но и из-за невозможности найти свободные мощности у локальных производителей для мелких и средних серий. Мы наблюдаем, что компании, пытающиеся сэкономить на этапе проектирования оснастки, в итоге переплачивают до 30% бюджета на доработку бракованных партий — это типичная ошибка, с которой мы сталкиваемся ежегодно.
Выбор завода-производителя сегодня требует анализа не только прайс-листа, но и технологического парка. Современные требования к допускам ужесточились: если пять лет назад стандартным считался допуск ±0.1 мм, то в 2026 году для электроники и автомобильных компонентов нормой становится ±0.02 мм. Это требует наличия высокоскоростных прессов с частотой хода более 800 ударов в минуту и систем лазерного контроля в реальном времени. Заводы, работающие на оборудовании старше 10 лет, физически не могут обеспечить такую точность без ручного вмешательства, что убивает рентабельность массового производства. Наша практика показывает: переход на новые линии окупается за 6-8 месяцев за счет снижения процента брака с 3.5% до 0.4%.
Цена детали складывается не из абстрактных коэффициентов, а из конкретных физических параметров процесса. Понимание этих переменных позволяет закупщику аргументированно торговаться с поставщиком и избегать скрытых наценок. В нашей инженерной практике мы выделяем четыре критических параметра, которые напрямую влияют на смету проекта.
Толщина материала и усилие пресса. Штамповка листового металла толщиной до 1.5 мм выполняется на механических прессах с усилием до 80 тонн, что является самым дешевым сегментом рынка. Однако при работе с листом от 3 мм и выше требуется гидравлическое оборудование мощностью от 200 тонн, час аренды которого в 2.5 раза выше. Более того, толстый металл требует многоступенчатой вытяжки, что увеличивает количество операций в прогрессивной матрице. Один из наших клиентов попытался изменить материал корпуса прибора с нержавеющей стали 1.2 мм на 2.5 мм без пересчета конструкции, что привело к разрыву пуансонов и простою линии на 4 дня. Всегда проверяйте соответствие толщины материала возможностям конкретного пресса перед запуском серии.
Сложность геометрии и количество станций. Простая вырубка отверстия стоит копейки, но добавление гибки, чеканки или формовки ребер жесткости требует дополнительных станций в прогрессивной штамповой оснастке. Каждая дополнительная станция удорожает изготовление самой формы на $300-$500 и увеличивает шаг подачи металла, снижая общую производительность линии. В 2026 году стандартом для сложных деталей считается использование трансферных прессов, где деталь перемещается манипуляторами, а не лентой. Это позволяет выполнять операции с разных сторон одновременно, но требует более дорогого инструмента. Если ваша деталь имеет undercut (поднутрение), заранее обсудите с технологом возможность использования косых ползунов, иначе деталь просто не выйдет из матрицы.
Тип материала и его обрабатываемость. Углеродистая сталь (SPCC) является базовым материалом с предсказуемым поведением при деформации. Нержавеющая сталь (SUS304) требует в 1.5 раза большего усилия и склонна к наклепу, что ускоряет износ режущих кромок инструмента. Алюминиевые сплавы (серии 5000 и 6000) мягче, но склонны к залипанию на пуансонах, требуя специальной смазки и полировки инструмента. Медь и латунь используются реже из-за высокой стоимости сырья, но обеспечивают отличную электропроводность. Важно помнить: использование материала с неправильным направлением волокон при гибке приводит к трещинам на радиусе. Требуйте от поставщика сертификаты на металл с указанием направления проката, особенно для ответственных узлов.
Требуемый объем партии (MOQ). Экономика штамповки линейно зависит от тиража. Стоимость единицы продукции резко падает при переходе через порог в 5000 штук, так как амортизация дорогостоящей пресс-формы распределяется на большее количество изделий. Для партий менее 1000 штук часто выгоднее использовать лазерную резку с последующей гибкой, несмотря на более низкую скорость, так как это исключает затраты на изготовление сложной оснастки. Мы рекомендуем заказывать пробную партию (pilot run) объемом 500-1000 штук для проверки размеров перед оплатой полной серии. Это страхует от ошибок в чертежах, которые при тираже в 50 000 штук могут стать фатальными для бюджета проекта.
Заказчики часто задают вопрос: когда целесообразно инвестировать в дорогую штамповую оснастку, а когда лучше ограничиться лазерной обработкой? Ответ лежит в плоскости математического расчета точки безубыточности. В 2026 году граница рентабельности сместилась из-за удешевления лазерных источников и удорожания инструментальной стали для матриц.
| Критерий сравнения | Прогрессивная штамповка | Лазерная резка + гибка |
|---|---|---|
| Стоимость запуска (NRE) | Высокая ($2,000 – $15,000 за форму) | Низкая ($50 – $200 за программу) |
| Себестоимость единицы | Низкая (при тираже > 5,000 шт.) | Высокая (не зависит от тиража) |
| Скорость производства | До 800 деталей в минуту | До 20 деталей в минуту |
| Гибкость изменений | Низкая (требуется переделка формы) | Высокая (правится CAD-файл) |
| Точность размеров | ±0.02 мм (стабильная) | ±0.05 мм (зависит от оператора) |
| Отходы материала | Минимальные (оптимальная раскладка) | Средние (зависит от nesting) |
Прогрессивная штамповка остается безальтернативным лидером для массового производства электронных коннекторов, контактов и мелких крепежных элементов. Здесь скорость решает все: одна линия может выдать суточный объем, который цех лазерной резки будет делать неделю. Однако у этого метода есть существенный недостаток — время изготовления пресс-формы составляет от 15 до 30 дней. Если ваш проект требует выхода на рынок “вчера”, этот вариант не подходит. Кроме того, любые изменения в конструкции детали после изготовления формы требуют сварки, шлифовки и повторной закалки инструмента, что долго и дорого.
Лазерная резка в сочетании с автоматическими гибочными центрами стала серьезным конкурентом для средних серий (от 500 до 5000 штук). Современные установки позволяют резать металл со скоростью, близкой к штамповке, а роботизированные гибочные ячейки минимизируют человеческий фактор. Главное преимущество — отсутствие затрат на оснастку. Вы платите только за машинное время и материал. Это идеально подходит для прототипирования и производства корпусов нестандартной формы, где тиражи нестабильны. Тем не менее, при производстве очень мелких деталей (менее 20 мм) лазер проигрывает: время перемещения головки между резами съедает всю экономию, а термообработка зоны реза может потребовать дополнительной постобработки.
В нашей практике был случай, когда клиент заказал партию из 20 000 кронштейнов методом лазерной резки, чтобы сэкономить на форме. В итоге срок поставки растянулся на 2 месяца, а себестоимость единицы оказалась на 18% выше, чем при заказе штамповки. После этого инцидента мы внедрили правило: при объеме свыше 3000 идентичных деталей всегда рассчитывать экономику штамповки. Для сложных проектов, таких как компоненты для солнечных систем или специализированная мебельная фурнитура, компания ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля предлагает гибридный подход: быстрое прототипирование на лазере с последующим переводом серии на прогрессивную штамповку после утверждения образца. Это позволяет сократить время выхода на рынок и оптимизировать бюджет.
Покупка металлической штамповки в Китае без должного контроля качества — это лотерея с высоким риском проигрыша. Рынок насыщен предложениями с демпинговыми ценами, но за низкой стоимостью часто скрывается использование вторичного сырья, нарушение режимов термообработки инструмента или игнорирование допусков. Чтобы избежать получения брака, необходимо требовать от поставщика соблюдения строгих протоколов верификации.
Базовым требованием для любого серьезного производителя является сертификация по стандарту ISO 9001. Однако наличие сертификата на стене офиса не гарантирует качества каждой партии. Реальная работа системы менеджмента качества проявляется в документации: картах контроля процесса (Control Plan), отчетах о первых образцах (FAI – First Article Inspection) и статистическом анализе процессов (SPC). В 2026 году ведущие заводы внедряют системы машинного зрения, которые автоматически отбраковывают детали с дефектами поверхности или отклонениями геометрии прямо на линии, не позволяя им попасть в упаковку. Если поставщик говорит, что контроль осуществляется “визуально оператором”, это красный флаг для заказов с высокими требованиями к точности.
Особое внимание следует уделять контролю твердости и покрытия. Гальванические покрытия (цинкование, никелирование, пассивация) должны соответствовать стандартам солевого тумана (Salt Spray Test). Для автомобильных компонентов нормой является 72 часа без появления красной ржавчины, для бытовой техники — 48 часов. Мы неоднократно сталкивались с ситуацией, когда внешне идеальные детали начинали корродировать через месяц эксплуатации из-за нарушения технологии обезжиривания перед гальваникой. Требуйте предоставления отчетов о тестах на адгезию покрытия и толщину слоя для каждой партии. Также важен контроль микротвердости в зонах деформации: чрезмерный наклеп может привести к хрупкому разрушению детали под нагрузкой.
Для работы с европейскими и американскими заказчиками критически важно соблюдение экологических директив RoHS и REACH. Использование запрещенных веществ (свинец, кадмий, шестивалентный хром) в покрытиях или припоях может привести к конфискации груза на таможне и огромным штрафам. Надежные производители, такие как ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля, имеют встроенные лаборатории для экспресс-анализа химического состава материалов и покрытий. Это позволяет исключить риск использования контрафактного сырья еще на этапе входного контроля. Не стесняйтесь запрашивать у поставщика копии сертификатов SGS или отчеты независимых лабораторий перед отгрузкой товара.
Эффективная логистика в 2026 году — это не просто доставка контейнера из порта Сямэнь до порта назначения. Это синхронизация производства с графиком отгрузок, оптимизация упаковки для минимизации объема и выбор правильного режима транспортировки. Ошибки на этом этапе могут нивелировать всю экономию, полученную при производстве.
Упаковка штампованных деталей требует особого подхода. Мелкие металлические изделия, насыпанные в большие коробки без индивидуальной защиты, при морской перевозке подвергаются вибрации и ударам, что приводит к повреждению кромок и царапинам на поверхности. Стандартной практикой стало использование вакуумной упаковки с ингибиторами коррозии (VCI) и размещение деталей в пластиковых блистерах или разделительных лотках. Для тяжелых стальных компонентов необходима деревянная обрешетка, способная выдержать штабелирование в контейнере. Мы рекомендуем согласовывать схему загрузки контейнера (Loading Plan) заранее, чтобы избежать ситуации, когда 20% объема остается незаполненным из-за неправильного размера коробок.
Сроки поставки (Lead Time) являются критическим параметром для планирования запасов. Средний срок изготовления пресс-формы составляет 20-25 дней, плюс 10-15 дней на производство первой партии и 30-40 дней на морскую доставку. Таким образом, полный цикл от утверждения чертежа до получения товара на складе занимает около 2.5 месяцев. В периоды пикового спроса (перед китайским Новым годом или сезоном отпусков в Европе) эти сроки могут увеличиваться на 2-3 недели. Опытные закупщики размещают заказы на формы за 3-4 месяца до начала сезона продаж. Компания ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля, обладая собственным отделом внешней торговли и отлаженной логистической схемой, гарантирует соблюдение сроков даже в условиях высокой загрузки производства, предоставляя клиентам регулярные фото- и видеоотчеты о статусе заказа.
Таможенное оформление также требует внимания. Правильное кодирование товаров по системе HS Code влияет на размер импортных пошлин. Для штампованных деталей из стали обычно используется код 7326 или 8302 в зависимости от назначения (общего или специального). Ошибка в классификации может привести к задержке груза на таможне и начислению пеней. Рекомендуется заранее получить консультацию у таможенного брокера в стране импорта и предоставить ему технические спецификации продукции. Надежный поставщик всегда готов предоставить полный пакет документов: коммерческий инвойс, упаковочный лист, сертификат происхождения (Certificate of Origin) и транспортную накладную.
Минимальный объем заказа зависит от типа процесса. Для прогрессивной штамповки с использованием готовых или универсальных матриц MOQ может составлять от 500 до 1000 штук. Если требуется изготовление индивидуальной пресс-формы, экономически целесообразный тираж начинается от 3000-5000 штук, чтобы amortize стоимость инструмента. Однако многие заводы, включая ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля, готовы принять заказ на пробную партию в 500 штук для тестирования рынка, используя упрощенные технологии или временную оснастку.
Стандартный срок изготовления простой штамповой формы составляет 15-20 рабочих дней. Для сложных многопозиционных прогрессивных матриц с системой автоматической подачи срок увеличивается до 30-35 дней. Этот срок включает в себя проектирование (CAD/CAM), закупку стали, механическую обработку, сборку,试模 (T1 trial) и внесение корректировок. Ускоренное изготовление возможно за дополнительную плату (до 30% наценки) и сокращает срок до 10-12 дней, но несет риски снижения ресурса инструмента.
Мы работаем со всеми основными видами листового металла: углеродистая сталь (SPCC, Q235), нержавеющая сталь (SUS304, SUS316), алюминий (1050, 5052, 6061), латунь (H62, H65), медь и оцинкованная сталь (SECC). Выбор материала зависит от требований к прочности, коррозионной стойкости, электропроводности и внешнему виду конечного изделия. Мы помогаем клиентам подобрать оптимальный материал, балансируя между производительностью и стоимостью.
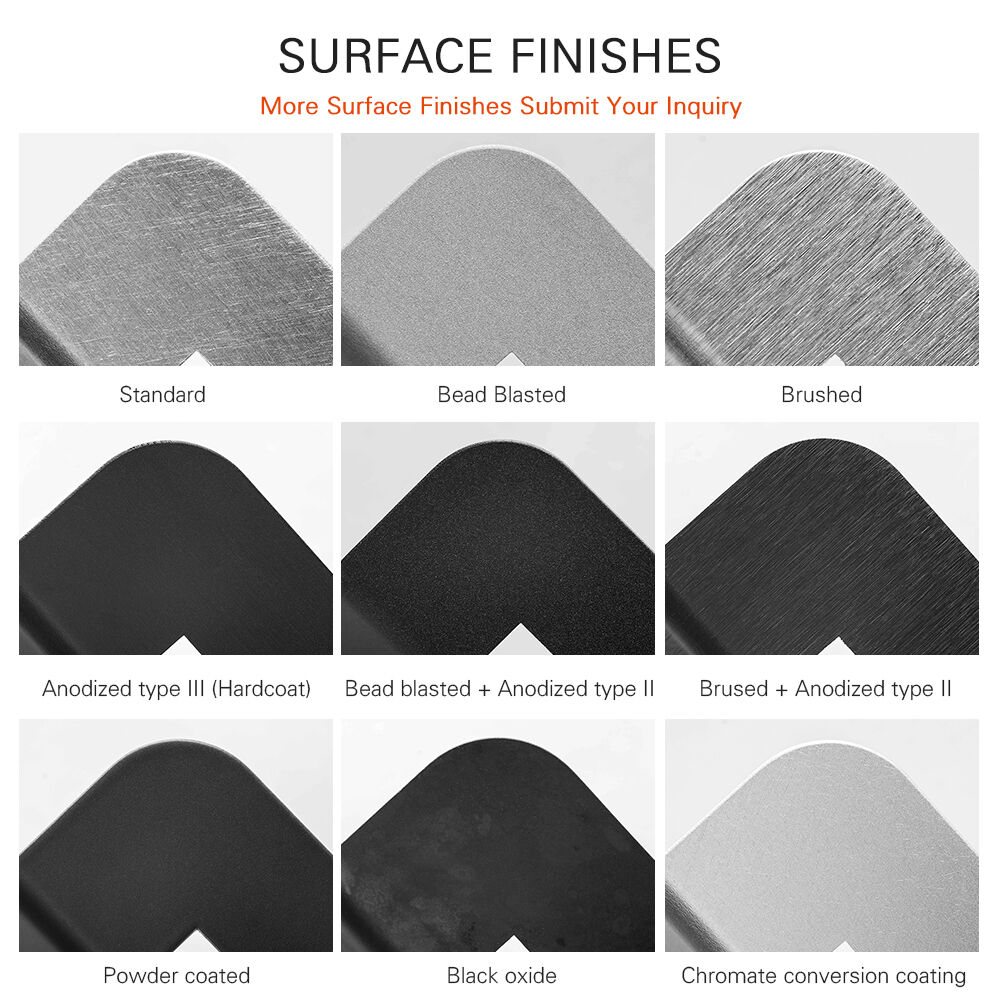
Да, мы предоставляем услуги полного цикла постобработки. Это включает в себя удаление заусенцев (deburring), полировку, пескоструйную обработку, а также различные виды гальванических покрытий (цинкование, никелирование, хромирование, анодирование) и порошковую покраску. Все процессы контролируются в соответствии с международными стандартами, что позволяет поставлять полностью готовые к установке компоненты, избавляя клиента от необходимости искать дополнительных подрядчиков.
Точность обеспечивается использованием высокоточного оборудования (прессов с ЧПУ, EDM, Wire Cut) и строгого контроля на каждом этапе. Перед запуском серии проводится измерение первых образцов (First Article Inspection) с составлением полного отчета. В процессе производства операторы проводят выборочный контроль каждые 30-60 минут с использованием калиброванных измерительных инструментов. Статистические данные заносятся в систему SPC для отслеживания трендов износа инструмента и предотвращения выхода размеров за пределы допуска.
Рынок штамповки листового металла в 2026 году предлагает широкие возможности для оптимизации затрат, но требует от закупщика глубокого понимания технологических процессов. Экономия на качестве инструмента или контроле сырья всегда приводит к убыткам на поздних стадиях проекта. Успешная стратегия закупок строится на партнерстве с производителем, который обладает полным циклом компетенций: от инженерного проектирования и изготовления оснастки до серийного выпуска и международной логистики.
Компания ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля, базирующаяся в городе Сямэнь, зарекомендовала себя как надежный партнер для европейских и американских компаний. Наличие собственного парка из более чем 120 единиц оборудования, включая 60 штамповочных прессов и современные обрабатывающие центры, позволяет реализовывать проекты любой сложности. Сертификация ISO9001, SGS и BSCI подтверждает приверженность высоким стандартам качества и социальной ответственности. Мы не просто продаем металлические детали, мы предоставляем инженерные решения, адаптированные под специфику вашего бизнеса, будь то солнечная энергетика, автомобилестроение или производство бытовой техники.
Не откладывайте модернизацию вашей цепочки поставок. Свяжитесь с нашими инженерами сегодня для бесплатной консультации и расчета стоимости вашего проекта. Мы готовы предложить конкурентные условия, гибкий подход к定制化 (кастомизации) и гарантии соблюдения сроков, которые станут фундаментом для вашего долгосрочного успеха на глобальном рынке. Узнать подробнее о возможностях штамповки и получить коммерческое предложение.