2026-05-31
Разница в стоимости штамповки листового металла между европейскими цехами и китайскими заводами часто составляет от 35% до 45%, но эта цифра не является абсолютной истиной для всех проектов. В нашей практике мы видели заказы, где перенос производства в Китай увеличивал итоговую стоимость из-за логистических ошибок и неправильного выбора сплава. Для инженера по закупкам критически важно понимать, что низкая цена за единицу изделия в Китае нивелируется стоимостью пресс-формы, если тираж составляет менее 5000 штук. Европейские производители выигрывают на малых сериях благодаря отсутствию затрат на морскую перевозку и упрощенной коммуникации, тогда как азиатский рынок диктует свои правила игры при объемах от 10 000 единиц. Мы проанализировали более 200 коммерческих предложений за последний год, чтобы выявить скрытые статьи расходов, которые обычно опускают менеджеры по продажам в первых письмах.
Решение о выборе поставщика должно базироваться не на цене за килограмм сырья, а на полной стоимости владения деталью (Total Cost of Ownership). Многие компании совершают ошибку, сравнивая только прайс-лист на готовое изделие, игнорируя амортизацию инструмента, стоимость контроля качества и риски простоя линии. Если ваш проект требует сложной геометрии с допусками IT7-IT8, китайская штамповка листового металла может оказаться дешевле даже с учетом доставки, так как локальные заводы в ЕС часто перегружены и вынуждены использовать устаревшее оборудование для таких задач. Однако для простых кронштейнов из низкоуглеродистой стали логистика может “съесть” всю маржу. Ниже мы разберем конкретные цифры, технические нюансы и реальные кейсы, чтобы вы могли принять взвешенное решение.
Основная причина диспропорции цен кроется не в дешевизне рабочей силы, как принято считать в популярных статьях, а в структуре операционных расходов и масштабе производственных цепочек. В Европе доля затрат на электроэнергию и соблюдение экологических норм (REACH, RoHS) в себестоимости детали может достигать 25-30%. Заводы в Германии или Италии вынуждены платить высокие тарифы за утилизацию отходов и выбросы CO2, что автоматически закладывается в цену каждого удара пресса. В Китае эти расходы значительно ниже, хотя разрыв постепенно сокращается из- ужесточения внутреннего законодательства КНР. Тем не менее, даже с учетом новых эко-стандартов, энергоемкость процесса в провинции Фуцзянь или Гуандун остается конкурентным преимуществом.
Второй критический фактор — стоимость инструмента. Разработка прогрессивной штамповой оснастки в Европе стоит в среднем от 8 000 до 15 000 евро за комплект, тогда как в Китае аналогичный проект можно реализовать за 3 000 – 5 000 евро. Это фундаментальное различие меняет экономику всего проекта. Если вам нужно произвести 50 000 деталей, разница в 10 000 евро на инструменте распределяется на каждую единицу продукции, давая существенную фору китайскому производителю. Однако здесь есть подводный камень: качество стали для матриц и пуансонов. Европейские инструментальщики используют марки типа 1.2379 или 1.2344 с гарантированной твердостью, обеспечивая ресурс пресс-формы в 500 000 – 1 000 000 циклов. Китайские поставщики могут предложить ту же цену, используя более мягкие сплавы, что приведет к необходимости ремонта или замены оснастки уже после 200 000 ударов.
Третий элемент уравнения — сырье. Глобальные цены на сталь и алюминий едины для всех, но логистика внутри страны играет роль. Китайские заводы часто расположены в непосредственной близости от металлургических комбинатов, что снижает транспортные плечи до минимума. Европейским фабрикам приходится завозить катушки из других регионов или даже из-за пределов ЕС, оплачивая таможенные пошлины и сложные цепочки поставок. В результате, стоимость входящего материала на воротах завода в Сямэне может быть на 10-15% ниже, чем в Милане или Штутгарте. Компания ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля, работающая в этом регионе с 2004 года, использует это преимущество, интегрируя закупку сырья непосредственно в производственный цикл, что позволяет оптимизировать складские запасы и избегать простоев.
Стоит также отметить разницу в накладных расходах. Европейские предприятия несут бремя высоких социальных взносов, оплачиваемых отпусков и строгого регулирования рабочего времени. Остановка конвейера на обед или в выходные дни в Европе означает прямые убытки, которые закладываются в цену. В Азии график работы более гибкий, что позволяет выполнять срочные заказы без экспоненциального роста стоимости. Однако это не означает, что китайское производство работает хаотично. Современные фабрики, такие как производственные площадки ООО Сямынь Тунчэнцзяньхуэй, внедрили методологию 6S и работают по стандарту ISO9001, обеспечивая дисциплину не хуже европейской, но с меньшей финансовой нагрузкой на фонд оплаты труда.
| Статья расходов | Европа (ЕС) | Китай (Экспорт) | Комментарий эксперта |
|---|---|---|---|
| Стоимость сырья (за кг) | €2.80 – €3.20 | €2.40 – €2.60 | Разница обусловлена логистикой внутри региона и объемом закупок. |
| Изготовление пресс-формы | €12 000 (среднее) | €4 500 (среднее) | Критично для малых серий. В Китае риск низкого ресурса инструмента выше. |
| Энергия и экология | 18-22% от себестоимости | 8-12% от себестоимости | Европейские тарифы и налоги на выбросы существенно влияют на цену. |
| Рабочая сила (операторы) | €35-45/час | €8-12/час | Влияние автоматизации снижает этот разрыв, но он все еще значим. |
| Логистика до склада покупателя | €0.05/шт. (авто) | €0.15-0.25/шт. (море + авто) | При росте объемов удельная стоимость доставки в Китае падает. |
| Итоговая цена за единицу | €1.85 | €1.10 | Выгода Китая ~40%, но требует учета рисков и сроков. |
Стереотип о том, что штамповка листового металла в Китае неизбежно означает низкое качество, давно устарел, но имеет под собой исторические корни. Десять лет назад многие мелкие мастерские действительно экономили на контроле качества и материалах. Сегодня ситуация кардинально изменилась: крупные игроки инвестируют миллионы в автоматизацию и метрологическое оборудование. Проблема заключается не в невозможности сделать качественно, а в прозрачности процессов. Европейский заказчик привык, что сертификат качества идет в комплекте с партией по умолчанию. В Китае этот документ часто нужно запрашивать отдельно, и не каждый завод готов предоставить протоколы испытаний с реальными цифрами, а не просто “галочку” в графе.
Ключевой параметр, на котором нужно фокусироваться — точность соблюдения допусков. При работе с тонколистовым металлом (толщиной 0.5–2 мм) критически важна стабильность геометрических размеров. Европейские станки с ЧПУ и сервоприводами обеспечивают высокую повторяемость, но они часто используются на пределе возможностей из-за высокой загрузки. Китайские фабрики, оснащенные современным парком оборудования (как, например, 60 штамповочных станков и лазерные установки в арсенале ООО Сямынь Тунчэнцзяньхуэй), имеют резерв мощности. Это позволяет настраивать оборудование под конкретную задачу без спешки. Однако, если вы выберете дешевого подрядчика без собственного отдела ОТК, вы рискуете получить партию с разбросом размеров ±0.2 мм вместо требуемых ±0.05 мм.
Материаловедение — еще одна зона риска. В Европе марки стали (DC01, DC04, AISI 304) строго стандартизированы, и подмена сплава практически исключена юридическими последствиями. В Азии практика подмены может встречаться у недобросовестных поставщиков, которые заменяют нержавеющую сталь AISI 304 на более дешевую 201, визуально почти неотличимую, но склонную к коррозии через полгода эксплуатации. Чтобы избежать этого, необходимо требовать химический анализ каждой плавки. Надежные производители, такие как ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля, проводят входной контроль сырья и предоставляют сертификаты SGS или отчеты лабораторий, подтверждая соответствие состава заявленным спецификациям. Это не просто формальность, а необходимость для долговечности ваших изделий.
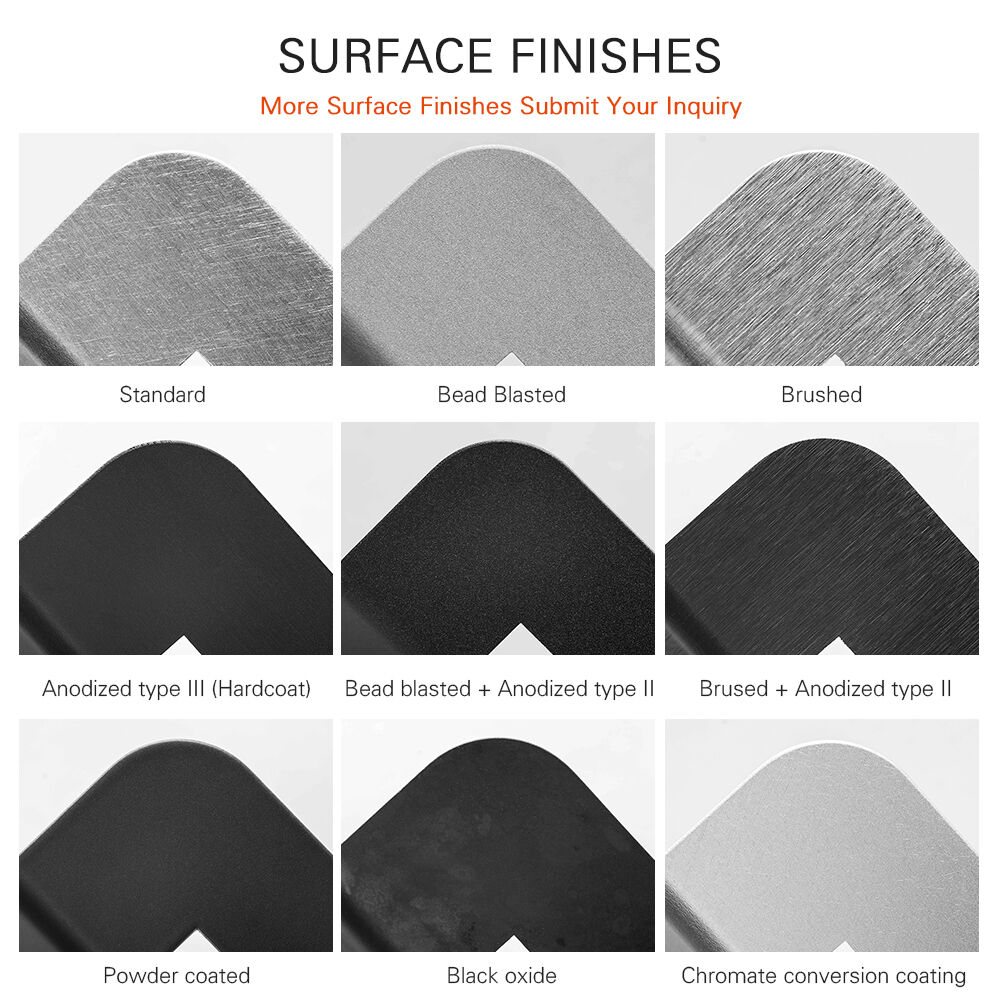
Поверхностная обработка также требует внимания. Гальваника, порошковая покраска или анодирование, выполненные в Китае, могут отличаться по адгезии и толщине слоя от европейских аналогов, если не соблюдена технология подготовки поверхности. Мы сталкивались с случаями, когда краска отслаивалась через месяц после монтажа из-за плохой обезжирки перед нанесением. Решение простое: включать в техническое задание требования к тестам на адгезию (например, решетчатый надрез по ISO 2409) и толщине покрытия. Если поставщик отказывается проводить эти тесты или присылать образцы перед отгрузкой — это красный флаг. Качественная штамповка листового металла невозможна без качественного финиша, и экономия на этом этапе всегда выходит боком.
Самая большая ошибка при расчете бюджета — игнорирование логистической составляющей и таможенных процедур. Цена EXW (с завода) в Китае может выглядеть привлекательно, но она превращается в цену DDP (доставлено с оплатой пошлин) только после прохождения длинного пути. Морская фрахтовая ставка волатильна: она может вырасти в три раза во время пиковых сезонов (перед Китайским Новым годом или в период “Золотой недели”). Кроме того, время транзита из порта Сямэнь или Шанхая до Гамбурга или Роттердама составляет 30-45 дней, плюс 7-10 дней на таможенную очистку и доставку автотранспортом. Для европейских производителей срок поставки 2-3 недели является нормой, тогда как китайский цикл планирования должен закладывать минимум 2 месяца.
Таможенные пошлины — еще один фактор, который может уничтожить ценовое преимущество. Ставка импортной пошлины на металлические изделия в ЕС варьируется в зависимости от кода ТН ВЭД и страны происхождения. Антидемпинговые меры против китайской стали иногда приводят к дополнительным сборам, достигающим 20-30%. Перед размещением заказа обязательно проверьте актуальные ставки для вашего конкретного продукта. Некоторые категории товаров могут попадать под льготы, другие — под жесткие ограничения. Профессиональный брокер или отдел ВЭД поставщика должен заранее рассчитать полную landed cost. В ООО Сямынь Тунчэнцзяньхуэй отдел внешней торговли, созданный еще в 2010 году, специализируется на подготовке полного пакета экспортной документации, что минимизирует риски задержек на таможне, но ответственность за уплату пошлин лежит на импортере.
Управление запасами становится критическим при работе с удаленным поставщиком. Вы не можете заказать “еще 100 штук завтра”, если обнаружили брак или внезапный рост спроса. Необходимо создавать страховой запас на складе, что замораживает оборотные средства. Расчет точки повторного заказа (Reorder Point) должен учитывать не только среднее потребление, но и возможные задержки судов, штормы или портовые забастовки. В нашей практике был случай, когда клиент сэкономил 30% на стоимости деталей, но потерял крупный контракт из-за двухнедельной задержки поставки, вызванной проблемами в порту назначения. Надежность поставок часто важнее абсолютной минимизации цены за единицу.
Расходы на коммуникацию и командировки также следует учитывать. Поездка инженера в Китай для аудита завода, согласования образцов и решения технических вопросов стоит денег и времени. Видеоконференции не всегда эффективны для оценки реального состояния производства. Если вы планируете долгосрочное сотрудничество, заложите в бюджет хотя бы одну поездку в год. Для компаний, работающих с такими партнерами, как ООО Сямынь Тунчэнцзяньхуэй, наличие опытного отдела ВЭД, говорящего на языке заказчика и понимающего европейские стандарты, частично компенсирует эту проблему, позволяя решать большинство вопросов удаленно с высоким уровнем профессионализма.
Выбор между европейским и китайским поставщиком штамповки листового металла не должен быть идеологическим, он должен быть математическим и ситуативным. Существует четкая граница, переход через которую меняет оптимальную стратегию закупок. Эта граница определяется объемом партии, сложностью изделия и критичностью сроков. Если ваш проект попадает в одну из описанных ниже категорий, выбор становится очевидным.
В этом случае однозначным лидером является Европа. Стоимость изготовления уникальной пресс-формы в Китае, даже при низкой цене,加上 доставка образца и правки, сделает единичную стоимость детали запредельной. Европейские мастерские часто предлагают изготовление партий методом лазерной резки и гибки без дорогостоящей оснастки, либо используют универсальные штампы. Скорость реакции на изменения в чертежах здесь критична: вы можете привезти исправленный файл утром и получить новый образец вечером. Логистические расходы на маленькую посылку из Китая непропорционально высоки. Исключение составляют случаи, когда технология изготовления принципиально требует сложной прогрессивной штамповки, которую невозможно воспроизвести на гибочном прессе, но даже тогда стоит рассмотреть 3D-печать металлических прототипов как альтернативу.
Здесь начинается зона конкуренции. Если деталь простая (плоская, с минимальной гибкой), европейский производитель может остаться конкурентоспособным за счет отсутствия морского фрахта. Но если требуется сложная вытяжка, пробивка множества отверстий или использование прогрессивной штамповки, Китай выигрывает за счет низкой стоимости инструмента. Амортизация дорогой европейской оснастки на такой тираж все еще велика. В этом сегменте важно провести тендер: запросить расчеты у обоих типов поставщиков с условием DDP ваш склад. Часто разница составляет 15-20% в пользу Китая, что уже существенно для маржинальности продукта. Компании вроде ООО Сямынь Тунчэнцзяньхуэй идеально подходят для этого сегмента, предлагая баланс между ценой и качеством, подтвержденным сертификатами CE и BSCI.
Для больших объемов Китай является безальтернативным вариантом с точки зрения экономики. Разница в цене может достигать 40-50%, что перекрывает любые логистические издержки и риски. На таких тиражах стоимость пресс-формы становится ничтожной в пересчете на одну деталь. Главное требование здесь — безупречное качество инструмента и стабильность процесса. Вам нужен партнер с собственным инструментальным цехом и возможностью быстрого ремонта матриц. Производственная база ООО Сямынь Тунчэнцзяньхуэй, включающая более 120 единиц технологического оборудования и полный цикл от разработки форм до сборки, создана именно для таких задач. Способность поддерживать темп отгрузки контейнерами и гарантировать идентичность миллионов деталей делает азиатское производство лидером в этом классе.
Работа с любым международным поставщиком сопряжена с рисками, но в случае с Китаем они имеют свою специфику. Самый частый сценарий провала — несоответствие первого промышленного образца утвержденному прототипу. Менеджер по продажам может прислать идеальный образец, сделанный вручную в лаборатории, но массовая продукция пойдет с конвейера с другими параметрами. Чтобы избежать этого, требуйте проведения PPAP (Production Part Approval Process) или его упрощенного аналога. Настаивайте на том, чтобы образцы для утверждения были взяты именно с серийной линии, а не изготовлены в единственном экземпляре в обход технологии.
Языковой и культурный барьер — вторая по значимости проблема. Фраза “сделаем как можно лучше” в китайской деловой культуре часто означает “сделаем так, как поняли мы”, а не “сделаем точно по чертежу”. Любое отклонение должно быть зафиксировано письменно с приложением детальных чертежей и 3D-моделей. Избегайте двусмысленностей в спецификациях. Указывайте не просто “сталь”, а конкретную марку по ГОСТ, DIN или AISI с расшифровкой химического состава. В ООО Сямынь Тунчэнцзяньхуэй инженеры привыкли работать с подробными техническими заданиями на английском и русском языках, что снижает риск недопонимания, но ваша бдительность не должна притупляться.
Финансовые риски связаны с предоплатой. Стандартная практика в Китае — 30% депозит и 70% перед отгрузкой. Никогда не переводите 100% суммы вперед, если вы не работаете с партнером десятилетиями. Используйте аккредитивы или гарантии качества, если сумма заказа велика. Проверяйте контрагента: наличие реальной производственной площадки, количество сотрудников, история экспорта. Компания, зарегистрированная в 2004 году с уставным капиталом 10 миллионов юаней и штатом в 200 человек, вызывает гораздо больше доверия, чем фирма-однодневка с офисом в жилом доме. Реальные активы и долгая история на рынке — лучший гарант надежности.
Обычно MOQ определяется не количеством деталей, а окупаемостью стоимости пресс-формы. Для простой оснастки это может быть 500-1000 штук, для сложных прогрессивных штампов — от 3000-5000 штук. Некоторые фабрики, включая ООО Сямынь Тунчэнцзяньхуэй, готовы рассматривать меньшие партии, если они вписываются в график загрузки других заказов или используют универсальную оснастку, но цена за единицу в таком случае будет выше.
Стандартный срок изготовления штамповой оснастки в Китае составляет 25-35 дней после утверждения окончательного 3D-чертежа и внесения депозита. Сложные многопозиционные формы могут потребовать до 45 дней. В Европе этот срок часто дольше (6-8 недель) из-за очереди на инструментальное производство. Важно закладывать время на寄送 образцов и их согласование, что добавляет еще 1-2 недели к общему циклу.
Сертификат ISO 9001 подтверждает наличие у компании системы менеджмента качества, но не гарантирует отсутствие брака в конкретной партии. Он говорит о том, что процессы регламентированы и есть возможность отследить ошибку. Реальное качество зависит от исполнения этих процедур на местах. Поэтому наличие сертификата — обязательное, но недостаточное условие. Требуется выборочный контроль партий и аудит производства.
Да, многие современные фабрики имеют собственные конструкторские бюро. Инженеры ООО Сямынь Тунчэнцзяньхуэй, например, обладают опытом адаптации конструкций под технологические особенности штамповки, что позволяет снизить себестоимость без потери функционала. Однако интеллектуальная собственность должна быть защищена контрактом. Рекомендуется патентовать ключевые решения в своей юрисдикции перед передачей чертежей производителю.
Надежные поставщики проводят внутренний контроль на каждом этапе: входной контроль сырья, операционный контроль в процессе штамповки и финальный тест готовых изделий. Для внешнего контроля рекомендуется нанять независимую инспекционную компанию (например, SGS, Bureau Veritas) для проверки партии на месте перед оплатой баланса. Это стоит около $300-500, но спасает от получения брака, который невозможно вернуть.
Подводя итог, можно сказать, что штамповка листового металла в Китае остается мощным инструментом снижения себестоимости для бизнеса, ориентированного на объемы и долгосрочную перспективу. Разница в ценах с европейскими производителями объективна и обусловлена структурными факторами экономики, а не только дешевой рабочей силой. Однако эта экономия требует компетентного управления: тщательного выбора партнера, грамотного технического задания и выстроенной логистики. Попытка сэкономить на всем сразу — на материале, на инструменте, на контроле — приведет к потерям, превышающим первоначальную выгоду.
Для проектов, где важны скорость реакции, малые тиражи и максимальная прозрачность, европейские поставчики остаются предпочтительными. Но для масштабирования производства, выпуска сложных компонентов для солнечной энергетики, автомобилестроения или бытовой техники, китайские фабрики с развитой инфраструктурой, такие как ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля, предлагают непревзойденное соотношение цены и качества. Их опыт работы с рынками США и Европы, наличие сертификатов и собственный парк оборудования позволяют закрывать потребности самых требовательных заказчиков.
Не бойтесь смотреть на Восток, но делайте это с открытыми глазами и калькулятором в руках. Правильный партнер способен стать продолжением вашего инженерного отдела, предлагая не просто металл, а готовые решения. Если вы готовы обсудить ваш проект, оценить потенциал экономии и получить расчет стоимости с учетом всех нюансов логистики и производства, мы приглашаем вас к диалогу. Свяжитесь с нами сегодня для консультации по вашему техническому заданию и получения персонального коммерческого предложения.