2026-05-24
Штамповка листового металла из латуни — это не просто механическая обработка, а сложный технологический процесс, где малейшее отклонение в параметрах пресса или свойствах сплава приводит к браку всей партии. В отличие от стали или алюминия, латунь обладает уникальной пластичностью и электропроводностью, но одновременно капризна при высокоскоростной формовке. Мы часто сталкиваемся с ситуацией, когда заказчики из Европы и США приходят к нам после неудачного опыта работы с другими фабриками: детали имеют микротрещины, размеры «плывут» после термообработки, или поверхность покрывается окислами, неприемлемыми для декоративных элементов. Ключ к успеху здесь кроется в понимании металлургии материала и наличии парка оборудования, способного поддерживать стабильность давления с точностью до микрона.
Выбор китайского производителя в 2026 году диктуется не только ценой, но и способностью завода обеспечить полный цикл контроля качества. Рынок перенасыщен предложениями, но лишь единицы предприятий могут гарантировать соблюдение допусков IT7-IT8 для серийных партий латунных компонентов. Наша практика показывает, что экономия на этапе проектирования пресс-формы всегда оборачивается потерями при массовом производстве. Поэтому подход ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля базируется на интеграции инженерного анализа и производственных мощностей: мы не просто выполняем чертеж, а оптимизируем его под конкретный сплав латуни (H59, H62, H65 или импортные аналоги CW509L), чтобы исключить разрывы металла в зонах максимального напряжения.
Латунь — материал с низкой температурой рекристаллизации, что делает её идеальной для холодной штамповки, но требующей строгого контроля скорости деформации. В нашей практике был случай, когда клиент настаивал на использовании стандартных режимов штамповки, применяемых для углеродистой стали, для партии сложных латунных клемм. Результатом стал массовый брак: около 30% деталей получили скрытые трещины у основания, которые проявились только после сборки узла. Этот инцидент научил нас тому, что для латуни критически важно подбирать скорость хода ползуна пресса и зазор между пуансоном и матрицей с учетом конкретного процента содержания цинка в сплаве.
Процесс штамповки листового металла из латуни делится на несколько этапов, каждый из которых влияет на финальные характеристики изделия. Сначала происходит вырубка заготовки, где важно избежать образования заусенцев, способных нарушить контакт в электрических соединениях. Затем следует гибка или глубокая вытяжка. Здесь возникает главный риск — эффект пружинения (springback). Латунь стремится вернуться в исходное состояние после снятия нагрузки, и если инженер не заложил компенсацию угла гиба в конструкцию оснастки, готовая деталь не соберется в узел. Мы использу методы конечно-элементного анализа (FEA) еще на стадии 3D-моделирования, чтобы предсказать поведение материала и скорректировать геометрию инструмента до запуска первой пробной партии.
Особое внимание уделяется смазочно-охлаждающим жидкостям (СОЖ). Неправильный выбор смазки может привести к налипаанию металла на инструмент и появлению рисок на поверхности изделия, что недопустимо для полированных латунных деталей. На нашем производстве в Сямэне применяются специализированные составы на эфирной основе, которые обеспечивают скольжение и одновременно охлаждают зону деформации, предотвращая отпуск материала от трения. Это позволяет достигать чистоты поверхности Ra 0.8 без дополнительной механической обработки в большинстве случаев.
Качество штамповки напрямую зависит от состояния и класса используемого оборудования. Устаревшие механические прессы с маховиком не могут обеспечить необходимую плавность хода для работы с тонколистовой латунью толщиной менее 0.5 мм. Именно поэтому ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля инвестировала в модернизацию парка, включившего более 60 современных штамповочных станков, среди которых преобладают высокоскоростные пневматические и сервоприводные модели. Такое оборудование позволяет выполнять до 400 ходов в минуту с сохранением точности позиционирования, что критически важно для рентабельности крупных заказов.
Наш производственный комплекс площадью 1500 квадратных метров (с учетом складских и офисных зон) организован по принципу поточной линии. Это означает, что рулон латуни поступает на разматыватель, проходит через выравниватель, затем в пресс, далее на участок автоматической резьбонарезки (если требуется) и сразу на контроль качества. Минимизация ручных перемещений между операциями снижает риск механических повреждений и загрязнения поверхности. Для сложных задач, где одной штамповки недостаточно, мы задействуем 8 обрабатывающих центров с ЧПУ (3-х и 4-х осевых). Это позволяет комбинировать процессы: например, штамповать основу корпуса из латуни, а затем фрезеровать сложные пазы или отверстия, которые невозможно получить пробивкой.
Важным аспектом является изготовление оснастки. Собственный инструментальный цех позволяет нам создавать пресс-формы любой сложности — от простых вырубных штампов до многопозиционных прогрессивных инструментов (progressive dies). Срок изготовления новой формы составляет в среднем 15-20 дней, что быстрее среднерыночных показателей в регионе. Мы используем стали марок SKD11 и ASP-23 для рабочих элементов, обеспечивая ресурс штампа до 5 миллионов циклов без потери геометрии. Это особенно актуально для проектов, где требуются миллионные тиражи мелких контактов или шайб.
В B2B-секторе доверие строится на документах и повторяемости результатов. Наша система менеджмента качества сертифицирована по стандарту ISO9001, что подразумевает не разовые проверки, а регламентированный контроль на каждом этапе. Входной контроль сырья включает спектральный анализ химического состава латуни. Мы неоднократно возвращали партии металла поставщикам из-за отклонения содержания свинца или железа, так как даже десятые доли процента меняют обрабатываемость сплава. Для нас это вопрос репутации: лучше остановить линию на день, чем отгрузить клиенту партию, которая рассыпется через год эксплуатации.
Процесс производства сопровождается статистическим контролем (SPC). Операторы каждые 30 минут отбирают образцы и проверяют критические размеры микрометрами и проекторами профиля. Если размер выходит за пределы поля допуска (обычно ±0.02 мм для латунной штамповки), машина автоматически останавливается. Такой подход исключает попадание брака в упаковку. Кроме того, для ответственных применений в автомобильной или аэрокосмической отрасли мы проводим испытания на твердость (по Роквеллу или Виккерсу), проверку на растяжение и микроскопический анализ структуры зерна.
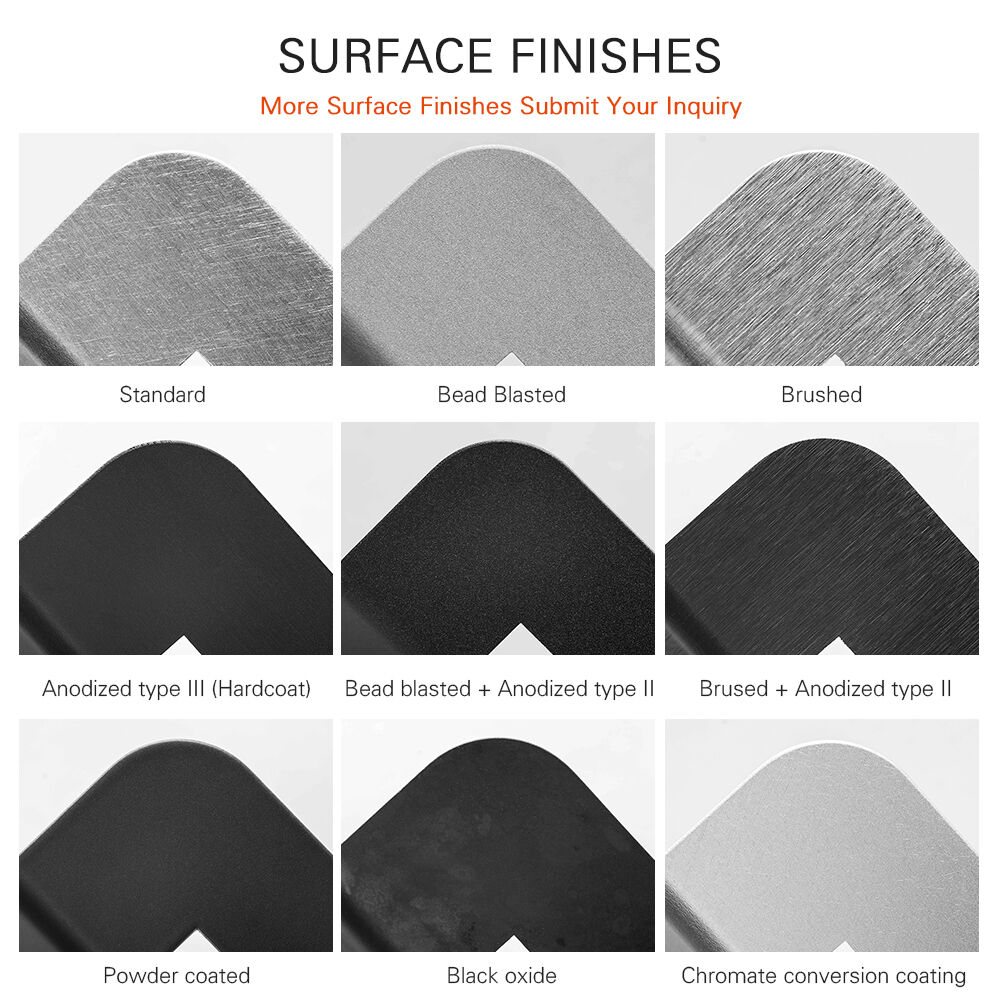
Готовая продукция проходит финальную инспекцию перед отгрузкой. Мы понимаем, что для европейских заказчиков важна не только функциональность, но и эстетика, особенно если речь идет о мебельной фурнитуре или декоративных элементах. Поэтому каждая партия визуально проверяется на отсутствие царапин, вмятин и следов коррозии. При необходимости проводится пассивация или нанесение защитных покрытий (никелирование, хромирование, порошковая покраска), которые также контролируются на адгезию и толщину слоя. Наличие сертификатов SGS, CE и BSCI подтверждает нашу способность работать с требованиями самых строгих рынков мира.
Универсальность латуни делает её востребованной в самых разных секторах промышленности. Рассмотрим два конкретных примера из нашей практики, демонстрирующих гибкость технологий штамповки листового металла.
Электротехника и энергетика: Латунь является стандартом де-факто для токопроводящих элементов благодаря сочетанию высокой электропроводности (до 28% от меди) и отличной коррозионной стойкости. Для одного из наших клиентов, производителя солнечных инверторов, мы разработали и запустили в серию партию контактных ламелей сложной формы. Задача заключалась в обеспечении минимального переходного сопротивления и способности выдерживать термические циклы от -40°C до +85°C. Использование прогрессивной штамповки позволило сократить количество отходов материала на 18% по сравнению с традиционной вырубкой, а применение специального сплава H65 обеспечило необходимую упругость контакта. В результате клиент получил компонент, который прошел тесты на 50 000 циклов включения/выключения без потери характеристик.
Архитектура и интерьер: В сегменте мебели и дверной фурнитуры латунь ценится за благородный внешний вид и антимикробные свойства. Для проекта по реставрации отеля в Европе мы изготовили партию декоративных накладок и крепежных элементов в ретро-стиле. Особенностью заказа была необходимость имитации ручной ковки при сохранении высокой точности размеров для стыковки с современными механизмами замков. Комбинация штамповки для получения базовой формы и последующей финишной обработки на ЧПУ-станках позволила достичь эффекта «hand-made» при себестоимости массового производства. Покрытие патинированием проводилось вручную, но база из латуни, изготовленная на наших автоматах, гарантировала идеальную геометрию каждой из 5000 единиц продукции.
Также стоит отметить применение в автомобилестроении. Латунные фитинги, клеммы и экранирующие элементы широко используются в жгутах проводов и системах подачи топлива. Здесь ключевым фактором становится вибрационная стойкость и герметичность соединений. Наши решения для автопрома проходят жесткие тесты на солевой туман (до 500 часов без появления красной ржавчины на базовом металле), что подтверждается протоколами испытаний.
| Параметр сравнения | Холодная штамповка (Наш профиль) | Горячая штамповка | ЧПУ обработка из прутка |
|---|---|---|---|
| Производительность | Высокая (до 400 шт./мин) | Средняя (требует нагрева) | Низкая (единичное производство) |
| Точность размеров | IT7 – IT8 (высокая) | IT9 – IT10 (средняя, есть усадка) | IT6 – IT7 (очень высокая) |
| Расход материала | Минимальный (оптимизированная раскладка) | Высокий (угар металла, окалина) | Высокий (большой объем стружки) |
| Механические свойства | Упрочнение наклепом (рост твердости) | Равномерная структура, снятие напряжений | Зависят от исходного прутка |
| Экономическая эффективность | Идеально для серий от 1000 шт. | Для крупных поковок простой формы | Для прототипов и малых серий (<500 шт.) |
Работа с китайскими поставщиками часто вызывает опасения по поводу сроков и коммуникации. Однако правильный подход превращает эти риски в преимущества. Отдел внешней торговли ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля, созданный в 2010 году, специализируется именно на сопровождении международных заказов. Мы понимаем специфику документооборота для таможни ЕС и США, правильно оформляем сертификаты происхождения и технические паспорта. Наша цель — сделать так, чтобы груз пришел вовремя, а документы не задержали его на границе ни на день.
Гибкость производственной структуры позволяет нам брать в работу заказы разного объема. В отличие от гигантов, которые игнорируют партии менее 10 000 штук, мы готовы к сотрудничеству на старте вашего проекта. Малые серии позволяют вам протестировать рынок или запустить новый продукт без замораживания больших оборотных средств. При этом цена за единицу остается конкурентоспособной благодаря оптимизации внутренних процессов и методологии 6S, внедренной на нашем заводе.
Важно отметить, что мы не просто продаем «железки». Мы предлагаем инженерную поддержку. Если ваш чертеж имеет особенности, затрудняющие штамповку, наши конструкторы предложат альтернативное решение, которое сохранит функционал детали, но удешевит её производство. Такая проактивность отличает нас от типичных исполнителей и создает долгосрочную ценность для партнера.
Минимальный объем зависит от сложности детали и типа оснастки. Для стандартных операций с использованием существующих матриц мы можем начать от 500 штук. Если требуется изготовление новой прогрессивной пресс-формы, экономически целесообразно заказывать от 3000-5000 единиц, чтобы амортизировать стоимость инструмента. Однако мы готовы обсудить индивидуальные условия для стратегических партнеров и стартапов.
Мы работаем со всеми распространенными марками: H59, H62, H65, H68, а также импортными аналогами CW509L, C26000, C27200. Выбор сплава зависит от требуемой пластичности и прочности. Клиент может предоставить свой материал, но в этом случае ответственность за химический состав и пригодность для штамповки переходит к заказчику. Мы рекомендуем использовать наши проверенные поставки, так как мы гарантируем результат только при использовании сертифицированного сырья.
Стандартный срок разработки и изготовления пресс-формы составляет 15-20 рабочих дней после утверждения 3D-модели. После этого требуется 3-5 дней на настройку оборудования и выпуск опытной партии (T1). Образцы отправляются курьерской службой для согласования. Полный цикл от заказа до отгрузки первой товарной партии обычно занимает 4-5 недель, что является одним из лучших показателей на рынке Китая.
Мы предоставляем полный пакет отчетов о качестве перед отгрузкой, включая фотографии, видео процесса измерений и сканы протоколов испытаний. По запросу возможен выезд независимого инспектора (например, SGS или Bureau Veritas) на наше производство за счет заказчика. Также мы поддерживаем видеосвязь в реальном времени для демонстрации процесса производства или тестирования образцов.
В условиях глобальной конкуренции качество и надежность поставок становятся решающими факторами успеха. Штамповка листового металла из латуни требует не только современного оборудования, но и глубокой экспертизы в материаловедении и технологии формообразования. Компания ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля предлагает именно такой комплексный подход: от идеи и проектирования до серийного выпуска и доставки на ваш склад в Европе или США. Наш опыт, подтвержденный тысячами успешных проектов в сфере электроники, энергетики и машиностроения, гарантирует, что вы получите продукт, полностью соответствующий вашим ожиданиям и техническим требованиям.
Не рискуйте качеством своей продукции, доверяя её непроверенным подрядчикам. Свяжитесь с нами сегодня, чтобы обсудить ваш проект, получить расчет стоимости и бесплатную консультацию инженеров. Мы готовы стать частью вашей цепочки создания стоимости и обеспечить стабильный рост вашего бизнеса благодаря качественным металлическим компонентам.
Узнать больше о возможностях кастомизации металлических деталей