2026-06-03
Контроль качества при заказе штамповки листового металла оптом начинается не на выходе готовой продукции, а в момент утверждения технического задания. В нашей практике работы с европейскими и американскими заказчиками мы наблюдали одну повторяющуюся ошибку: покупатели фокусируются на проверке геометрии готовой детали, игнорируя критические параметры на этапе проектирования оснастки и выбора сырья. Это приводит к тому, что даже при идеальной работе пресса партия бракуется из-за несоответствия механических свойств материала или скрытых напряжений в металле. Чтобы избежать потери десятков тысяч долларов на переработку или утилизацию, необходимо внедрить систему превентивного контроля, охватывающую весь цикл — от входного аудита рулонной стали до финальной упаковки.
Эффективный контроль качества — это не просто наличие сертификата ISO 9001 у поставщика, а конкретный набор инженерных процедур, которые вы должны требовать и проверять. Мы видели случаи, когда клиенты получали партии с идеальными размерами, но детали разрушались при первой же нагрузке из-за неправильной термообработки или использования более дешевого сплава, чем указано в спецификации. В этой статье мы разберем пошаговый алгоритм действий, который позволяет минимизировать риски при работе с китайскими производителями. Вы узнаете, какие документы запрашивать, как интерпретировать отчеты о механических испытаниях и почему визуальный осмотр часто бесполезен без инструментального контроля.
Качество конечного продукта на 60% определяется свойствами исходного материала. При оптовых заказах штамповки листового металла поставщики иногда заменяют марки стали на более дешевые аналоги без уведомления заказчика, особенно в периоды роста цен на бирже. Например, сталь марки SPCC может быть заменена на материал с более высоким содержанием углерода, что сделает деталь хрупкой при гибке. Или же толщина листа может колебаться в пределах допустимого ГОСТ или DIN допуска, но для высокоточной штамповки даже отклонение в 0,05 мм критично для настройки зазора между пуансоном и матрицей.
Первое правило надежного закупа — требование предоставления Mill Test Certificate (MTC) или сертификата 3.1 по стандарту EN 10204 для каждой партии металла. Этот документ содержит химический состав и результаты механических испытаний конкретной плавки. Не принимайте общие сертификаты “на тип”, они ничего не гарантируют для вашей конкретной партии. В компании ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля, которая работает на рынке с 2004 года, мы внедрили процедуру двойной проверки: сверка данных MTC с результатами независимой лабораторной экспертизы образцов из каждой катушки перед запуском в производство. Это позволяет отсеять материал с аномалиями еще до того, как он попадет под пресс.
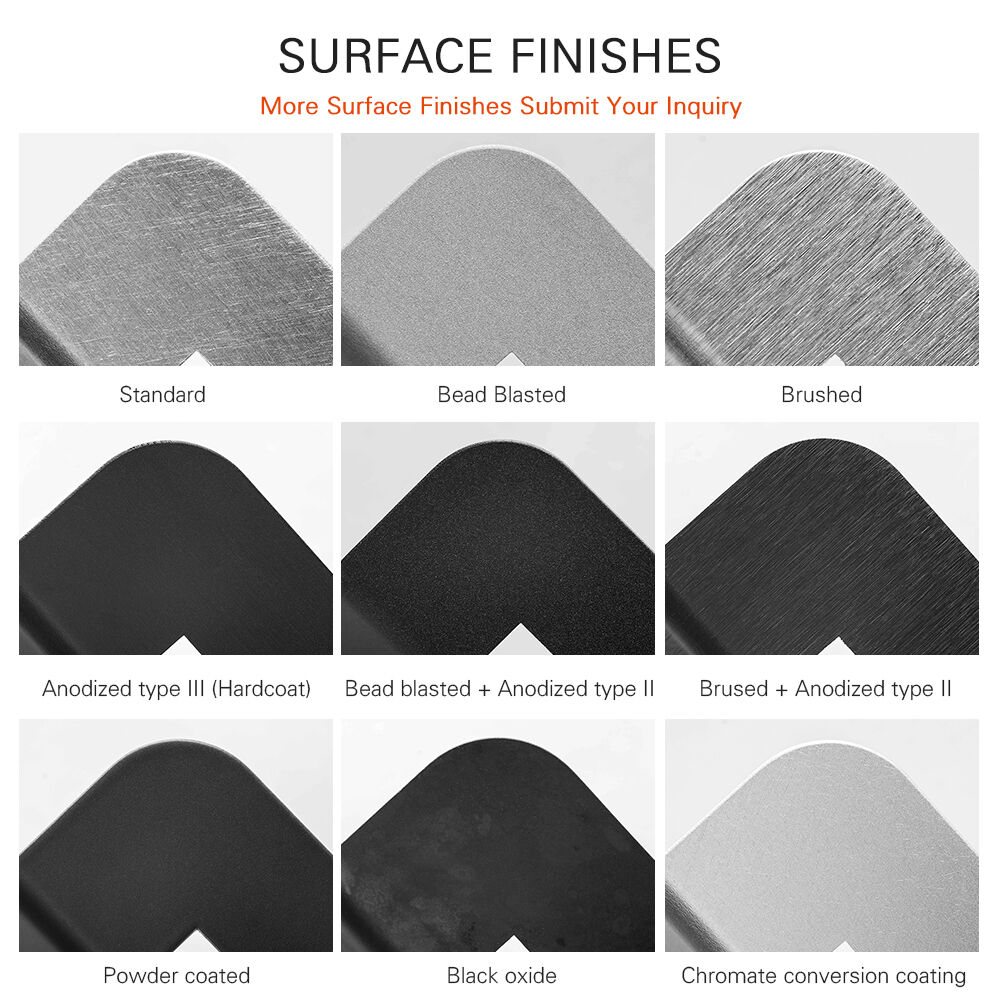
Обратите внимание на состояние поверхности металла. Для декоративных элементов или деталей, работающих в агрессивных средах, наличие окалины, микротрещин или следов коррозии на входном материале недопустимо. Часто поставщики пытаются скрыть дефекты поверхности последующей полировкой или гальваническим покрытием, но это лишь маскирует проблему, которая проявится позже в виде отслоения покрытия или ускоренного износа. Требуйте проведения ультразвукового контроля толщины и визуального осмотра поверхности под хорошим освещением перед началом раскроя. Если ваш поставщик отказывается показать вам склад сырья или процесс входного контроля — это первый сигнал о потенциальных рисках.
Действие: Запросите у потенциального поставщика шаблон отчета о входном контроле и пример реального MTC за последний месяц. Сравните данные с требованиями вашего чертежа. Если поставщик не может предоставить эти документы оперативно, рассмотрите альтернативные варианты.
Пресс-форма — это сердце процесса штамповки. Ошибки в её изготовлении невозможно исправить настройкой станка; они тиражируются в каждой детали тысячи раз. При заказе оптовой партии убедитесь, что производитель проводит пробную штамповку (T1 sample) и предоставляет полный отчет о размерах до запуска серийного производства. В нашей практике был случай, когда клиент принял партию из 50 000 штук, основываясь только на визуальном сходстве с образцом, но при сборке выяснилось, что отверстия смещены на 0,3 мм из-за износа направляющих в форме, что сделало всю партию непригодной для автоматической сборки.
Современное производство, такое как база ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля, оснащенное более чем 60 штамповочными станками и парком из 200 единиц оборудования, использует системы автоматического мониторинга состояния оснастки. Однако не все фабрики имеют такой уровень автоматизации. Вам необходимо уточнить, как часто проводится профилактическое обслуживание пресс-форм. Замена пружин, чистка матриц от металлической стружки и проверка зазоров должны проводиться через определенные интервалы (например, каждые 10 000 hits). Отсутствие журнала обслуживания пресс-форм — красный флаг.
Важным аспектом является выбор типа штамповки: прогрессивная (progressive die) или единичная (transfer die). Прогрессивная штамповка эффективна для больших объемов, так как деталь проходит несколько операций в одном ходе пресса. Но она требует высочайшей точности выравнивания полос металла. Если подача ленты сбивается даже на долю миллиметра, вся последовательность операций нарушается. Контролируйте наличие систем детекции подачи ленты (misfeed sensors) на оборудовании. Эти датчики автоматически останавливают пресс, если металл не дошел до нужной позиции, предотвращая поломку дорогостоящей формы и выпуск брака.
Действие: Настаивайте на присутствии вашего инспектора или третьей стороны (например, SGS, BV) во время проведения пробной штамповки T1. Фотоотчетов недостаточно, нужны видео процесса и живые измерения.
Финальный этап контроля качества при оптовой закупке штамповки листового металла строится на статистических методах, а не на сплошном переборе каждой детали, что экономически нецелесообразно для больших партий. Стандартом отрасли является использование планов выборочного контроля, таких как ANSI/ASQ Z1.4 (эквивалент ISO 2859-1). Уровень приемлемого качества (AQL) должен быть согласован заранее. Для критических размеров (функциональные отверстия, посадочные места) обычно применяется AQL 1.0 или даже 0.65, для некритических (внешний вид, не влияющий на функцию) — AQL 2.5 или 4.0.
Многие заказчики совершают ошибку, полагаясь только на визуальный осмотр упакованных коробок. Реальный контроль должен проводиться на случайной выборке, изъятой непосредственно с конвейера или со склада готовой продукции до упаковки. Инспектор должен использовать калиброванный инструмент: штангенциркули, микрометры, резьбовые калибры, профилометры. В компании ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля внедрена методология 6S и многоуровневая система проверок, где контроль осуществляется не только ОТК в конце линии, но и операторами станков в процессе работы (самоконтроль). Это позволяет выявлять дрейф размеров сразу, а не после производства всей партии.
Особое внимание следует уделить упаковке, так как повреждение при транспортировке сводит на нет все усилия по производству качественной детали. Листовой металл и тонкостенные штамповки чувствительны к ударам и влаге. Проверьте использование антикоррозийной бумаги (VCI), влагопоглотителей и жесткость картонных коробок. Детали не должны свободно перемещаться внутри коробки; используйте разделители или индивидуальную упаковку для предотвращения трения и царапин. Мы видели случаи, когда идеально отштампованные детали прибывали к клиенту с помятыми краями из-за недостаточного заполнения пустот в коробке.
| Тип дефекта | Причина возникновения | Метод обнаружения | Допустимость |
|---|---|---|---|
| Трещины на гибке | Неправильный радиус гибки, направление волокон металла перпендикулярно линии гиба, низкая пластичность материала. | Визуальный осмотр под лупой (10x), тест на изгиб. | Недопустимо для несущих элементов. |
| Следы вдавливания (Dents) | Попадание посторонних частиц в матрицу, повреждение поверхности пуансона. | Тактильный осмотр, визуальный контроль под углом 45°. | Зависит от глубины и расположения (часто недопустимо для лицевых панелей). |
| Несоосность отверстий | Износ направляющих формы, люфт в оборудовании, ошибка в программе ЧПУ (для лазерной резки перед штамповкой). | Использование проходных калибров, CMM. | Строго по чертежу (обычно ±0.05-0.1 мм). |
| Коррозия (ржавчина) | Остатки влаги, отсутствие консервации, повреждение защитного слоя цинка. | Визуальный осмотр, тест на солевой туман (для выборки). | Недопустимо. |
Действие: Включите в контракт пункт о праве на проведение инспекции третьей стороной перед отгрузкой. Если выборка показывает превышение уровня дефектов по AQL, вся партия должна быть возвращена на 100% сортировку за счет поставщика.
Для выхода на рынки Европы и США наличие качественной продукции недостаточно — она должна быть подтверждена соответствующими документами. При заказе штамповки листового металла убедитесь, что производственный процесс сертифицирован по ISO 9001. Этот стандарт гарантирует, что у фабрики есть задокументированные процедуры для управления качеством, а не просто разовая удача. Однако ISO 9001 не гарантирует качество конкретной детали, он гарантирует стабильность процессов. Поэтому дополнительно требуются отраслевые сертификаты.
Если ваши детали предназначены для автомобильной промышленности, необходим сертификат IATF 16949. Он намного строже ISO и включает требования к прослеживаемости каждой партии сырья и анализу рисков (FMEA). Для компонентов, работающих под давлением или в опасных условиях, могут потребоваться сертификаты PED (Pressure Equipment Directive) в Европе или ASME в США. Для бытовой техники и электроники важны сертификаты безопасности материалов (RoHS, REACH), подтверждающие отсутствие вредных веществ в покрытиях и самом металле. Компания ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля имеет сертификаты SGS, CE и BSCI, что подтверждает её способность работать с требовательными международными клиентами и соблюдать экологические нормы.
Не забывайте про специфические стандарты на материалы. В Европе это нормы EN (например, EN 10130 для холоднокатаной стали), в США — ASTM (ASTM A1008), в Китае — GB/T. Хотя физически сталь может быть одинаковой, бюрократически замена одного стандарта на другой без пересмотра документации может привести к проблемам при таможенном оформлении или приемке у конечного заказчика. Всегда указывайте в заказе конкретный стандарт материала, которому должно соответствовать сырье.
Даже идеально изготовленная деталь может быть испорчена во время долгого морского пути. Влажность в контейнере, перепады температур и вибрация — главные враги металлической штамповки. Конденсат (“container rain”) образуется, когда теплый влажный воздух внутри контейнера соприкасается с холодными стенками ночью. Капли воды падают на металлические детали, вызывая мгновенную коррозию, особенно если это углеродистая сталь без мощного защитного покрытия.
Для предотвращения этого требуются специальные меры упаковки. Использование осушителей воздуха (силикагель в гранулах или подвесные блоки) обязательно для любых морских перевозок металла. Количество осушителя рассчитывается исходя из объема контейнера и длительности рейса. Также рекомендуется обертывать паллеты стрейч-пленкой с добавлением ингибиторов коррозии (VCI-пленка), которая создает защитную атмосферу вокруг деталей. Проверьте, использует ли ваш поставщик деревянные поддоны, прошедшие фитосанитарную обработку (маркировка ISPM 15), иначе груз могут завернуть на таможне.
Еще один аспект — крепление груза внутри контейнера. Штампованные детали в коробках должны быть надежно закреплены распорками, чтобы исключить смещение при качке судна. Смещение груза весом в несколько тонн может привести к деформации нижних рядов коробок и самих деталей. Требуйте от поставщика фотоотчет о загрузке контейнера (loading photos), где видно состояние груза, количество осушителей и качество крепления перед закрытием дверей.
Вторичный металл часто имеет нестабильный химический состав и включения шлака. Основной признак — неоднородность механических свойств в разных точках листа и повышенное количество дефектов поверхности (раковины, окалины). Единственный надежный способ — спектральный анализ в независимой лаборатории и запрос MTC с указанием номера плавки. Если поставщик уклоняется от предоставления этих данных или цены подозрительно низкие, риск использования вторички высок.
MOQ зависит от сложности пресс-формы и стоимости сырья. Для простых деталей MOQ может составлять 500–1000 штук, так как основное время и деньги тратятся на изготовление оснастки. Для сложных прогрессивных форм MOQ обычно выше — от 3000–5000 штук, чтобы амортизировать стоимость формы. В компании ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля благодаря гибкой производственной структуре возможно выполнение заказов малыми партиями, но стоимость единицы продукции будет выше из-за распределения затрат на наладку.
Немедленно остановите использование деталей и задокументируйте дефекты с фото и видео. Свяжитесь с поставщиком, предоставив отчет инспектора (если он был) или результаты внутреннего контроля. Согласно международной практике, если брак превышает согласованный AQL, поставщик обязан либо заменить бракованные детали за свой счет, либо вернуть полную стоимость партии, включая расходы на возврат груза. Наличие четкого контракта с прописанными процедурами рекламации критически важно.
Полностью удаленный контроль невозможен, но его можно максимизировать. Используйте видеозвонки в реальном времени для осмотра производства и тестов. Требуйте ежедневные фотоотчеты с производства. Но самый надежный вариант — найм локального инспектора в Китае (третья сторона), который физически посетит фабрику в ключевые моменты: при приемке сырья, во время пробной штамповки и перед отгрузкой. Это стоит недорого по сравнению с риском получения брака.
Контроль высокого качества при оптовом заказе штамповки листового металла — это не набор разовых действий, а непрерывный процесс взаимодействия с поставщиком. Доверие важно, но верификация необходима. Выбирая партнера, смотрите не только на цену за единицу продукции, но и на прозрачность его процессов, готовность открывать двери для аудитов и наличие реальной инженерной экспертизы. Компании, такие как ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля, демонстрируют, что интеграция полного цикла производства, от дизайна пресс-форм до финальной сборки, позволяет держать руку на пульсе каждого этапа и гарантировать результат.
Инвестиции в качественный контроль на ранних стадиях экономят огромные средства в будущем. Помните: дешевая деталь, которая ломается у вашего клиента, стоит вам гораздо дороже, чем качественная деталь с чуть более высокой закупочной ценой. Репутация бренда строится на надежности каждого компонента. Не экономьте на качестве сырья, не игнорируйте проверку пресс-форм и всегда настаивайте на независимом контроле перед отгрузкой.
Если вы ищете надежного партнера для реализации сложных проектов по обработке металла с соблюдением всех международных стандартов и сроков, мы готовы предложить свои компетенции. Наш опыт работы с рынками Европы и США, парк современного оборудования и приверженность принципам 6S позволяют нам решать задачи любой сложности. Свяжитесь с нами сегодня для обсуждения вашего проекта и получения детального технико-коммерческого предложения. Мы поможем вам превратить чертежи в качественные металлические изделия, которые укрепят позиции вашего бизнеса на глобальном рынке.