2026-05-27
В нашей практике работы с промышленными заказчиками из Европы и США мы неоднократно сталкивались с ситуацией, когда экономия 5–10% на стоимости единицы продукции оборачивалась потерями в десятки раз превышающими эту сумму. Причина крылась не в цене металла, а в скрытых дефектах процесса штамповка листового металла: неправильный расчет усилия пресса, игнорирование направления волокон стали или использование изношенной оснастки. Когда партия из 50 000 деталей приходит с микротрещинами, которые проявляются только после месяца эксплуатации, производитель оборудования теряет репутацию, а не просто деньги. Именно поэтому вопрос «почему стоит заказать штамповку у известного поставщика» перестает быть теоретическим и становится вопросом выживания бизнеса.
Известный поставщик — это не тот, у кого самый красивый сайт, а тот, кто может доказать свою компетентность через прозрачность процессов и готовность взять на себя ответственность за технические риски. В индустрии, где допуски измеряются в микронах, а материал (особенно нержавеющая сталь) ведет себя непредсказуемо при деформации, опыт инженеров важнее наличия станков. Мы видели, как компании меняли трех подрядчиков за год, прежде чем нашли партнера, способного обеспечить стабильность геометрии детали от первой до миллионной штуки. Ниже мы разберем конкретные критерии, по которым нужно оценивать производителя, опираясь на реальные кейсы и технические стандарты.
Многие закупщики совершают одну и ту же ошибку: они сравнивают коммерческие предложения, глядя только на итоговую цифру в спецификации. Однако в процессе штамповки листового металла цена формируется сложным уравнением, где переменными являются не только стоимость сырья, но и амортизация пресс-форм, процент брака, постобработка и логистика возвратов. Дешевый поставщик часто занижает цену за счет упрощения технологии. Например, вместо многоступенчатой вытяжки он может предложить однопереходную операцию, что приведет к истончению стенок детали в критических зонах.
Один из наших клиентов, производитель медицинского оборудования, столкнулся с проблемой коррозии корпусов приборов через полгода после установки. Анализ показал, что поставщик сэкономил на этапе пассивации нержавеющей стали AISI 304, нарушив технологический регламент. Результат — отзыв всей партии с рынка и судебные иски. Известный поставщик, такой как ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля, никогда не пойдет на такие риски, так как его репутация строится на долгосрочных контрактах с требовательными клиентами из США и ЕС, где стандарты качества не допускают компромиссов.
Кроме того, существует риск «скрытой геометрии». При штамповке сложных профилей металл подвергается пружинению (springback). Если инженер не заложит правильный компенсационный угол в матрицу, деталь после выхода из пресса изменит форму. Дешевые цеха часто игнорируют этот фактор, надеясь на «средние значения». Профессиональный подход требует проведения пробной штамповки и корректировки инструмента под конкретную партию металла, так как даже в пределах одной марки стали механические свойства могут варьроваться. Это увеличивает время подготовки, но гарантирует, что вы получите именно то, что написано в чертеже.
| Критерий оценки | Дешевый исполнитель (Гаражный тип) | Известный промышленный поставщик |
|---|---|---|
| Разработка пресс-форм | Использование универсальных или б/у матриц, отсутствие 3D-моделирования напряжений. | Проектирование индивидуальной оснастки с симуляцией процесса (CAE), учет анизотропии материала. |
| Контроль качества | Выборочная проверка «на глаз» или штангенциркулем в конце смены. | Встроенный контроль на каждом этапе (ISO9001), использование CMM-координатно-измерительных машин. |
| Работа с материалом | Закупка металла без сертификатов, смешивание партий разных плавок. | Строгий входной контроль сырья, трассируемость каждой плавки до готовой детали. |
| Решение проблем | Отказ от ответственности: «Вы сами дали чертеж, мы сделали как могли». | Инженерная поддержка: предложение изменений конструкции (DFM) для удешевления и улучшения надежности. |
| Сроки и логистика | Срывы сроков при появлении «горящего» заказа от другого клиента. | Фиксированный график производства, буферные мощности для срочных заказов. |
Обратите внимание на колонку «Решение проблем». Это ключевой маркер. В реальном производстве всегда возникают нюансы. Если поставщик начинает искать виноватых вместо решения технической задачи, это красный флаг. Надежный партнер видит свою задачу в том, чтобы ваш продукт работал, а не просто в том, чтобы отгрузить железо.
Штамповка нержавеющей стали кардинально отличается от работы с углеродистой сталью или алюминием. Нержавеющие сплавы (серии 300 и 400) обладают высоким пределом текучести и склонностью к наклепу. Это означает, что в процессе деформации материал твердеет, становясь хрупким. Если не соблюдать правильную скорость хода ползуна пресса и не применять специальные смазочно-охлаждающие жидкости (СОЖ), поверхность детали покроется микронадрывами, которые станут очагами коррозии.
В компании ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля, которая специализируется на высокоточных компонентах с 2004 года, этот процесс контролируется через строгие протоколы. Наши инженеры знают, что для нержавеющей стали толщиной более 2 мм часто требуется подогрев заготовки или использование гидравлических прессов с медленным ходом, чтобы избежать разрыва металла в углах гибки. Мы внедрили методику, позволяющую снизить процент брака при глубокой вытяжке сложных корпусов с 15% до менее 2%, что напрямую влияет на себестоимость вашего заказа.
Еще один критический момент — направление проката листа. При раскрое и последующей штамповке необходимо учитывать волокнистую структуру металла. Если линия гибки совпадает с направлением волокон, вероятность образования трещин возрастает многократно. Неопытные операторы часто игнорируют этот параметр при раскладке детали на листе ради экономии материала. Профессиональный подход предполагает оптимизацию раскладки с учетом механических свойств, даже если это приводит к небольшому увеличению отходов. Экономия на металле здесь несопоставима с риском получения бракованной партии.
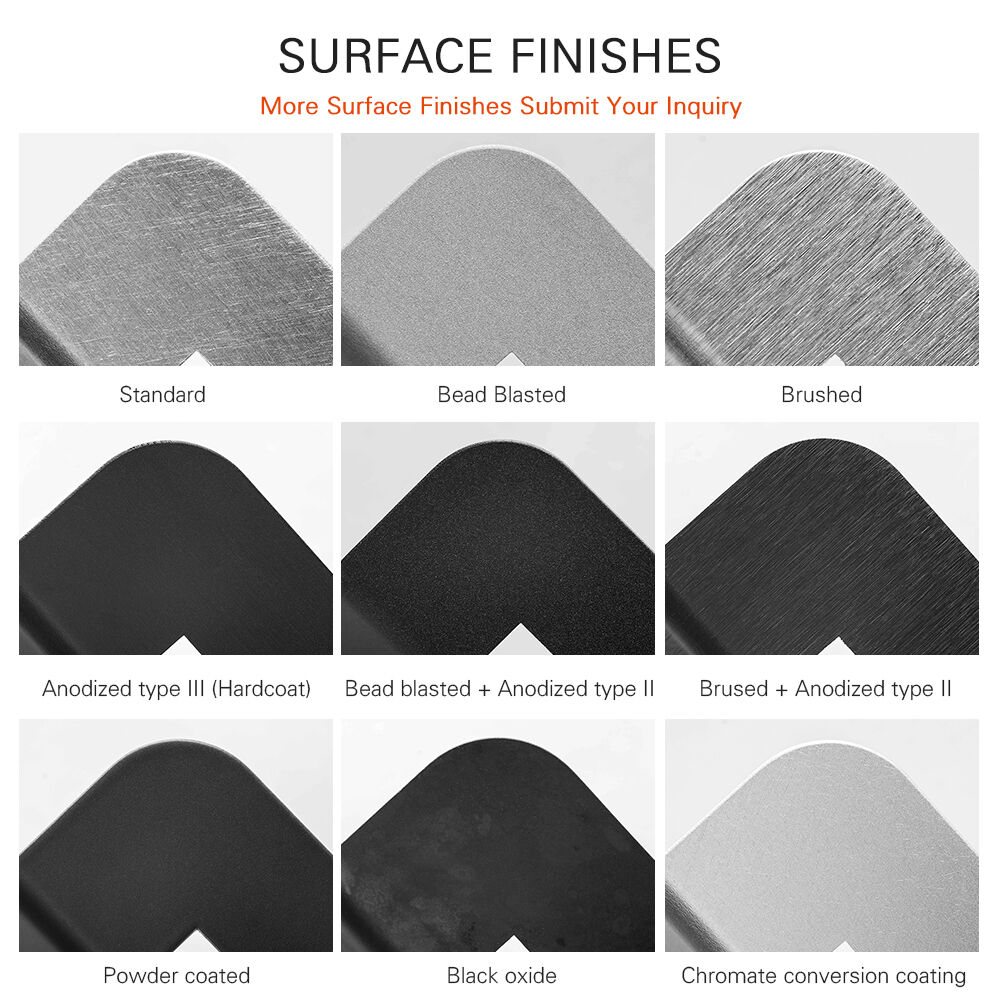
Также важно упомянуть о чистоте поверхности. Для декоративных элементов или деталей пищевой промышленности (например, компонентов для кухонной техники, которые мы производим с 2019 года) недопустимы следы от штамповой смазки или царапины от транспортировки. Известные поставщики используют автоматизированные линии мойки и упаковку с разделительными слоями сразу после выхода детали из пресса. Это кажется мелочью, но именно такие детали формируют восприятие качества конечного продукта вашим покупателем.
Заказывая штамповку листового металла, вы должны понимать, где находится ваше изделие большую часть времени. В идеале оно не должно покидать территорию завода до момента отгрузки. Многие посредники или мелкие цеха передают часть операций на сторону: лазерную резку делают у одних, гибку у других, а гальванику у третьих. Каждая перевозка — это риск повреждения, потери контроля над сроками и размывания ответственности.
Наша производственная база в Сямэне реализует принцип единого окна. У нас в наличии более 60 штамповочных станков, 8 обрабатывающих центров с ЧПУ и собственные линии лазерной резки. Это позволяет нам выполнять полный цикл: от раскроя рулона до финишной сборки узла. Например, при изготовлении крепежных элементов для солнечных энергосистем мы не только штампуем скобы, но и сразу нарезаем резьбу, проводим антикоррозийную обработку и комплектуем изделие необходимым фурнитурным набором. Клиент получает готовый к монтажу продукт, а не набор полуфабрикатов, которые нужно стыковать на своем складе.
Такая интеграция дает еще одно преимущество — скорость реакции на изменения. Если в ходе производства выясняется, что требуется доработка пресс-формы, наш инструментальный цех (оснащенный современными электроэрозионными станками) вносит изменения в течение 24 часов. У поставщиков, работающих по схеме аутсорсинга, этот процесс может затянуться на недели из-за координации между разными подрядчиками. Для проектов с жесткими дедлайнами, характерными для европейского рынка, эта разница становится решающей.
Кроме того, наличие собственного парка оборудования позволяет нам гибко управлять загрузкой. Мы можем выделить отдельную линию под ваш проект, обеспечивая непрерывность производства даже в пиковые сезоны. Это особенно важно для крупных серий, где простой пресса на один час может означать срыв отгрузки контейнера. Наша методология 6S обеспечивает порядок и предсказуемость на каждом участке, исключая хаос, который часто царит на перегруженных производствах низкого сегмента.
Работа с известным поставщиком — это работа в правовом поле международных стандартов. Для экспорта в Европу и США недостаточно просто сделать деталь «похожую на образец». Требуется пакет сопроводительной документации, подтверждающий соответствие материалов и процессов заявленным нормам. Сертификаты ISO9001, SGS, CE и BSCI, которыми обладает ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля, являются не просто бумажками для сайта, а результатом ежегодных аудитов независимых организаций.
Что конкретно это дает вам? Во-первых, гарантию химического состава. К каждой партии нержавеющей стали прикладывается сертификат мельницы (Mill Certificate), где указаны точные проценты содержания хрома, никеля, молибдена. Это критически важно для изделий, работающих в агрессивных средах. Во-вторых, прослеживаемость. В случае рекламации мы можем поднять архивные данные и точно сказать, кто оператор стоял у станка, какая была температура в цеху и какой номер партии смазки использовался в день производства ваших деталей.
Многие дешевые поставщики не могут предоставить такую глубину данных. Их система учета часто ограничивается накладными. Отсутствие цифровой истории производства делает невозможным анализ причин брака и предотвращение его повторения. Для серьезных промышленных заказчиков, таких как производители автозапчастей или медицинского оборудования, это неприемлемый риск. Мы понимаем, что наша подпись под актом приемки — это наше обязательство перед вами, подкрепленное репутацией компании, работающей на глобальном рынке более 20 лет.
Вопрос цены всегда упирается в вопрос общей стоимости владения (TCO). Дешевая штамповка может стать дорогой из-за логистических ошибок, таможенных задержек или необходимости дополнительной обработки на месте. Опытный поставщик берет на себя решение этих задач. Наш отдел внешней торговли, созданный в 2010 году, специализируется на экспортной документации, что минимизирует риски задержек груза на таможне в портах назначения.
Мы предлагаем не просто продажу железа, а сервисную модель. Это включает в себя техническую поддержку на этапе проектирования (DFM-анализ), где мы можем подсказать, как изменить радиус гиба или толщину материала, чтобы сократить стоимость пресс-формы на 30% без потери прочности. Мы адаптируем конструкции под конкретные задачи, предлагая альтернативные материалы или технологии, если это выгодно клиенту. Такая прозрачность создает доверие, которое невозможно купить скидками.
Стабильность поставок — еще один финансовый фактор. Сбои в цепочках поставок могут остановить конвейер заказчика, что ведет к колоссальным убыткам. Имея складские запасы сырья и парк оборудования свыше 120 единиц, мы гарантируем выполнение обязательств даже в условиях рыночной волатильности. Наши клиенты в Европе и США ценят эту надежность выше, чем временное снижение цены на 2-3%. В долгосрочной перспективе партнерство с проверенным производителем, таким как наша компания, обеспечивает предсказуемость бюджета и спокойствие за качество конечного продукта.
Ответ зависит от сложности детали и типа оснастки. Для стандартных операций мы можем выполнить заказы от 500 штук, используя универсальные матрицы. Однако для уникальных проектов с разработкой индивидуальной пресс-формы экономически целесообразный тираж начинается от 3000–5000 единиц, чтобы амортизировать стоимость инструмента. Мы готовы обсудить варианты для опытных партий меньшего объема, если видим потенциал долгосрочного сотрудничества.
Да, мы работаем в соответствии с международными стандартами точности (обычно IT9-IT10 для штамповки, выше — для последующей ЧПУ обработки). Все критические размеры контролируются на координатно-измерительных машинах (CMM). Перед запуском серии мы предоставляем отчет о первых образцах (FAI), который должен быть утвержден заказчиком. Если деталь выходит за рамки допуска, она не покидает наш завод.
Мы работаем по стандартным международным схемам (T/T, L/C) с четким графиком платежей, привязанным к этапам производства. Что касается ИП, мы подписываем соглашение о неразглашении (NDA) перед началом обсуждения проекта. Все чертежи и 3D-модели хранятся в защищенном сервере с ограниченным доступом, и после завершения контракта могут быть уничтожены по вашему требованию. Мы никогда не используем разработки одного клиента для предложений другим.
Срок изготовления простой формы составляет 15–20 дней, для сложных многопозиционных инструментов — до 35–45 дней. Этот срок включает в себя проектирование, закупку стали для форм, механическую обработку, сборку и пробную штамповку. Мы держим вас в курсе прогресса еженедельными фото- и видеоотчетами, чтобы исключить сюрпризы в конце срока.
Выбор партнера для штамповки листового металла — это стратегическое решение, влияющее на качество вашего продукта и репутацию бренда. Не рискуйте ради сомнительной экономии. Доверьте производство профессионалам с доказанным опытом и современным оборудованием. Запросить коммерческое предложение на штамповку сегодня, чтобы получить детальный расчет и консультацию инженера.