2026-05-29
ОЕМ штамповка мелких деталей на заказ делает завод ключевым партнером для производителей, нуждающихся в высокоточных компонентах без капитальных затрат на собственное оборудование. Этот процесс позволяет компаниям получать готовые металлические изделия сложной формы в любых объемах — от прототипов до миллионных тиражей, гарантируя соблюдение жестких допусков и снижение себестоимости единицы продукции за счет оптимизации технологических цепочек.
В современном промышленном ландшафте ОЕМ штамповка мелких деталей на заказ делает завод незаменимым звеном в цепочке поставок для автомобильной, электронной, медицинской и аэрокосмической отраслей. Аббревиатура OEM (Original Equipment Manufacturer) подразумевает производство компонентов по чертежам и спецификациям заказчика, которые затем используются в финальном продукте под брендом этого заказчика.
Штамповка мелких деталей — это технология формообразования листового металла или проволоки с помощью специального инструмента (штампа) и прессового оборудования. В отличие от литья или механической обработки, штамповка обеспечивает высокую скорость производства, минимальные отходы материала и исключительную повторяемость размеров каждой детали.
Когда говорят, что «завод делает штамповку», речь идет о комплексном сервисе, включающем не только непосредственное давление металла, но и разработку оснастки, контроль качества, гальваническую обработку и логистику. Для бизнеса это означает возможность сосредоточиться на дизайне и маркетинге, переложив сложные производственные задачи на плечи специализированных предприятий.
Актуальность данного метода в 2024-2025 годах возросла из-за глобальной тенденции к миниатюризации устройств и ужесточению требований к весу конструкций. Легкие, но прочные мелкие детали, полученные методом холодной или горячей штамповки, становятся стандартом для электромобилей, портативной электроники и умных домашних систем.
Понимание того, как именно ОЕМ штамповка мелких деталей на заказ делает завод эффективным производителем, требует погружения в технические нюансы процесса. Это не просто «удар пресса», а высокотехнологичная операция, управляемая цифровыми системами.
Для производства мелких деталей преимущественно используются два основных метода, каждый из которых имеет свои преимущества в зависимости от задачи:
Холодная штамповка осуществляется при комнатной температуре. Она идеальна для деталей толщиной до 5-6 мм из пластичных металлов. Этот метод обеспечивает высокую точность размеров, упрочнение металла в процессе деформации (наклеп) и отличное качество поверхности. Именно холодная штамповка доминирует в производстве контактов разъемов, крепежных элементов и корпусов электроники.
Горячая штамповка применяется для более толстых заготовок или металлов с низкой пластичностью. Нагрев снижает сопротивление деформации, позволяя создавать сложные формы с меньшим усилием. Однако для мелких деталей этот метод используется реже, обычно когда требуется особая прочность материала после закалки.
Отдельно стоит выделить прецизионную прогрессивную штамповку. В этом случае полоса металла последовательно проходит через ряд станций внутри одного штампа. На каждой станции выполняется новая операция, и на выходе получается полностью готовая деталь, которая отделяется от полосы только на последнем этапе. Это самый производительный метод для массового выпуска мелких изделий.
Решение передать производство на аутсорсинг, где ОЕМ штамповка мелких деталей на заказ делает завод профессионалом, несет в себе ряд стратегических преимуществ для бизнеса. Сравним работу с профильным заводом и попытку организации процесса своими силами или у универсальных мастерских.
Главный барьер входа в штамповочное производство — высокая стоимость оснастки и оборудования. Прогрессивный штамп для сложной мелкой детали может стоить десятки тысяч долларов. Специализированный завод распределяет эти затраты между множеством клиентов или амортизирует их за счет больших объемов производства.
При заказе партии от 10 000 штук и выше себестоимость одной детали падает экспоненциально. Заводы обладают парком высокопроизводительных прессов (от 25 до 400 тонн), которые работают в режиме 24/7. Универсальные цеха часто не могут обеспечить такую скорость и вынуждены использовать более медленные методы, что удорожает конечный продукт.
Мелкие детали часто требуют допусков в пределах ±0.01–0.05 мм. Достичь такой точности вручную или на старом оборудовании невозможно. Современные заводы используют прессы с ЧПУ и автоматические системы подачи, которые исключают человеческий фактор. Каждая десятимиллионная деталь будет идентична первой.
Кроме того, профильные предприятия имеют собственные метрологические лаборатории с оптическими измерителями, проекторами профиля и координатно-измерительными машинами (КИМ). Это гарантирует, что продукция соответствует чертежам заказчика на 100%.
Работая с заводом, клиент получает доступ к инженерной экспертизе. Технологи могут предложить оптимизацию конструкции детали (DFM — Design for Manufacturing), чтобы снизить расход металла или упростить инструмент без потери функциональности.
Также заводы имеют налаженные каналы поставок металла различных марок, включая редкие сплавы, прецизионные ленты и материалы с особыми покрытиями. Покупать такие материалы малыми партиями самостоятельно часто невыгодно или долго.
Чтобы понять, почему штамповка является лидером, рассмотрим сравнительную таблицу основных технологий производства мелких металлических компонентов. Это поможет выбрать правильный метод для вашего проекта.
| Критерий | Штамповка (OEM) | Лазерная резка + гибка | ЧПУ фрезерование | Литье под давлением (MIM) |
|---|---|---|---|---|
| Производительность | Очень высокая (тысячи шт./час) | Средняя/Низкая | Низкая | Высокая |
| Себестоимость при больших тиражах | Минимальная | Высокая | Очень высокая | Средняя |
| Стоимость оснастки (стартовые затраты) | Высокая | Отсутствует/Низкая | Отсутствует | Высокая |
| Точность размеров | Высокая (±0.02 мм) | Средняя (зависит от оператора) | Очень высокая (±0.01 мм) | Средняя (требуется дообработка) |
| Прочность изделия | Высокая (упрочнение при деформации) | Зависит от исходного листа | Зависит от заготовки | Высокая (после спекания) |
| Оптимальный объем партии | От 5 000 до млн. шт. | Прототипы, малые серии (до 500 шт.) | Прототипы, уникальные детали | Средние и крупные серии |
| Геометрическая сложность | Высокая (в пределах возможностей вытяжки) | Низкая (преимущественно 2D + простые гибы) | Любая 3D сложность | Очень высокая 3D сложность |
Как видно из таблицы, ОЕМ штамповка мелких деталей на заказ делает завод безальтернативным выбором для серийного производства. Лазерная резка и ЧПУ отлично подходят для прототипирования и тестирования гипотез, но как только продукт выходит на рынок и требуются тысячи единиц, экономика однозначно склоняется в пользу штамповки.
Литье под давлением (MIM) является конкурентом только для деталей сверхсложной пространственной формы, которые невозможно получить вытяжкой или гибкой. Однако MIM часто проигрывает штамповке в скорости цикла и стоимости сырья.
При запросе коммерческого предложения на штамповку важно понимать, из чего складывается цена. Это позволит грамотно подготовить техническое задание и избежать скрытых расходов.
Чем больше операций требуется для формирования детали (вырубка, несколько гибов, вытяжка, чеканка, резьба), тем сложнее и дороже будет штамп. Наличие острых внутренних углов, глубоких полостей или очень тонких стенок может потребовать многоступенчатого процесса или специальных материалов инструмента, что увеличивает стоимость.
Цена исходного сырья варьируется значительно. Обычная низкоуглеродистая сталь (St08, St10) является самым бюджетным вариантом. Нержавеющие стали, алюминиевые сплавы, медь и латунь стоят дороже. Кроме того, некоторые материалы требуют более частой заточки инструмента или специальных смазок, что косвенно влияет на цену.
Толщина материала также играет роль: слишком тонкий металл ( 4-5 мм для мелких деталей) требует прессов большей мощности.
Это ключевой фактор. Стоимость делится на постоянную (разработка и изготовление штампа) и переменную (стоимость материала, электроэнергия, амортизация пресса, зарплата оператора). При заказе 100 штук цена штампа ложится на каждое изделие тяжелым грузом. При заказе 100 000 штук стоимость оснастки становится ничтожной в расчете на единицу.
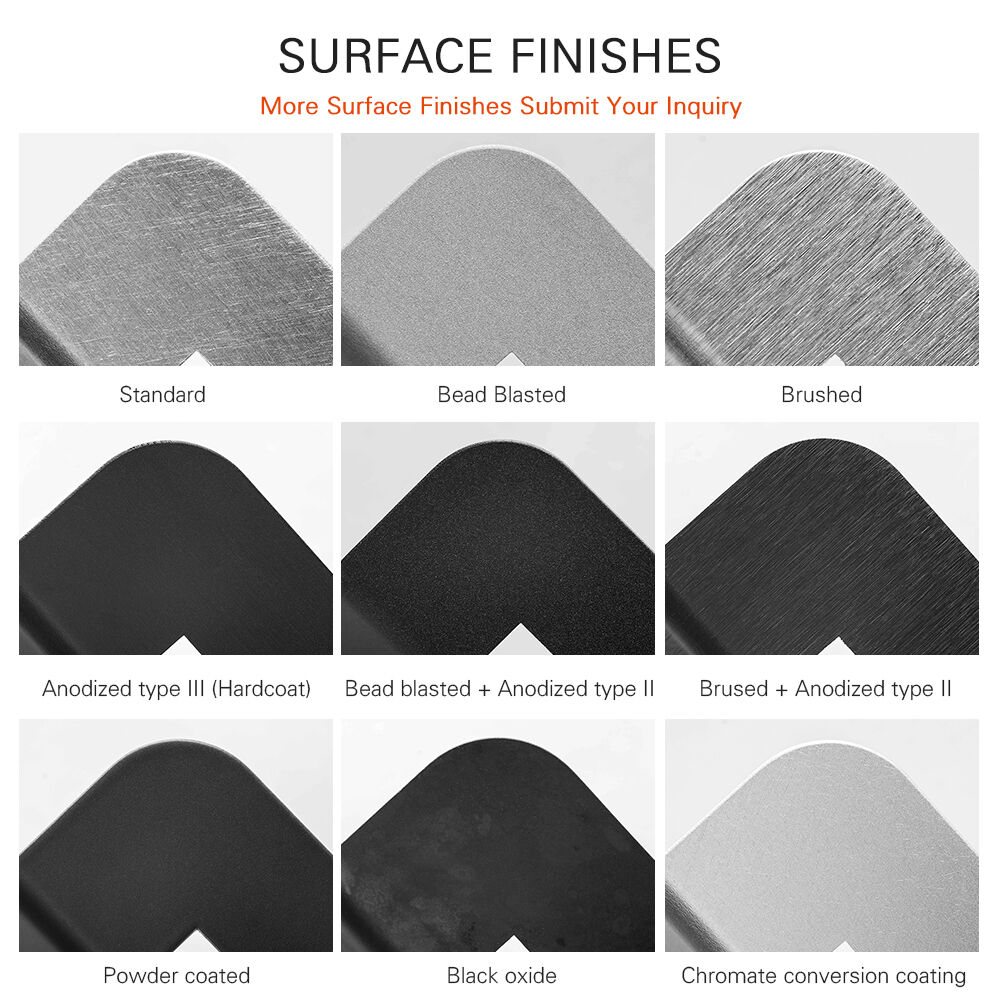
Стандартная штамповка предполагает удаление облоя и базовую очистку. Если требуются дополнительные операции — гальваническое покрытие (цинк, хром, золото), порошковая окраска, термическая обработка, лазерная маркировка или специальная упаковка (например, антистатические блистеры для электроники), это увеличит итоговую смету и сроки.
Поиск партнера, который качественно реализует проект «ОЕМ штамповка мелких деталей на заказ делает завод», требует тщательной проверки потенциальных подрядчиков. Ошибка в выборе может привести к браку всей партии, срыву сроков запуска продукта и репутационным рискам.
Ярким примером предприятия, соответствующего всем вышеперечисленным критериям, является ООО «Сямынь Тунчэнцзяньхуэй Индустрия И Торговля». Зарегистрированная в 2004 году в городе Сямэнь (Китай), компания прошла путь от локального производителя до международного поставщика высокоточных металлических компонентов для автопрома, солнечной энергетики и бытовой техники.
Производственная база компании оснащена современным парком оборудования, включающим более 60 штамповочных станков, 8 обрабатывающих центров с ЧПУ (3- и 4-осевых), гидравлические пуансоны и лазерные установки. Такой арсенал позволяет реализовывать полный цикл производства: от проектирования пресс-форм и ЧПУ-обработки до серийной штамповки, нарезки резьбы и финальной сборки. Благодаря интеграции всех процессов на одной площадке, компания гарантирует соблюдение сроков даже при работе со сложными техническими условиями и малыми партиями.
Особое внимание в ООО «Сямынь Тунчэнцзяньхуэй» уделяется контролю качества. Все процессы регламентированы стандартом ISO 9001, а продукция сертифицирована по стандартам SGS, CE и BSCI. Многоуровневая система проверок — от входного контроля сырья до финального тестирования — обеспечивает стабильное качество каждой детали. Внедрение методологии 6S повышает эффективность производства и минимизирует риски брака.
Компания успешно работает на рынках Европы и США, где с 2010 года функционирует специализированный отдел внешней торговли. Портфолио проектов включает высокоточные кронштейны из нержавеющей стали, компоненты для фотоэлектрических систем (анти-птичьи клипы, крепления), декоративную фурнитуру и сложные пружинные элементы. Философия сервиса строится на принципах профессионализма и экономической эффективности: клиенты получают не просто продукцию, а техническую поддержку, адаптацию конструкций под задачи (DFM) и конкурентоспособные цены.
Стоит насторожиться, если завод отказывается подписывать договор о неразглашении (NDA), не предоставляет фотографии своего производства, предлагает цену значительно ниже рыночной (часто это означает использование б/у инструмента или дешевого сырья) или не может назвать реалистичные сроки изготовления оснастки.
Идеальный партнер действует как консультант: он предупреждает о возможных проблемах, предлагает альтернативы и берет на себя ответственность за результат.
Сфера применения продукции, которую дает ОЕМ штамповка мелких деталей на заказ делает завод, чрезвычайно широка. Эти незаметные компоненты являются «винтиками», без которых не работают сложные механизмы.
В одном современном автомобиле находятся тысячи мелких штампованных деталей: контакты реле, пружины замков, кронштейны крепления датчиков, элементы систем безопасности, клеммы аккумуляторных батарей. Для электромобилей критически важны медные и алюминиевые шины и контакты, обеспечивающие передачу высоких токов. Штамповка позволяет создавать сложные токопроводящие пути с минимальным сопротивлением.
Это, пожалуй, самый крупный потребитель прецизионной штамповки. Разъемы USB, HDMI, сокеты процессоров, экранирующие корпуса (shielding cans), контакты SIM-карт, пружинящие элементы клавиатур — все это производится методом прогрессивной штамповки из тонких лент меди, фосфористой бронзы или бериллиевой меди. Требования к точности здесь максимальные, так как шаг контактов может составлять менее 0.4 мм.
В медицине используются детали из биосовместимых сталей и титана: элементы хирургических инструментов, компоненты инсулиновых помп, детали слуховых аппаратов, крепления для эндоскопов. Здесь paramount значение имеет чистота поверхности, отсутствие заусенцев и строгое соответствие чертежам, так как ошибка может стоить здоровья пациенту.
Микровыключатели, термостаты, элементы крепления плат, декоративные накладки, защелки корпусов — вся бытовая техника от тостера до робота-пылесоса наполнена мелкими металлическими изделиями. Тренд на миниатюризацию требует от заводов освоения работы со сверхтонкими материалами.
Индустрия не стоит на месте. То, как ОЕМ штамповка мелких деталей на заказ делает завод прибыльным бизнесом, меняется под воздействием новых технологий.
Современные заводы внедряют системы IoT (Интернет вещей). Датчики на прессах в реальном времени передают данные об усилии, температуре инструмента и количестве ударов. Искусственный интеллект анализирует эти данные, предсказывая износ штампа до того, как начнется брак. Это позволяет переходить от планового обслуживания к обслуживанию по состоянию.
Глобальный тренд на «зеленое» производство заставляет заводы оптимизировать раскрой материала для минимизации отходов (скрапа). Внедряются системы рециркуляции смазочно-охлаждающих жидкостей и энергосберегающие сервоприводы, которые потребляют электричество только в момент рабочего хода.
Рост популярности электромобилей и аэрокосмической отрасли стимулирует спрос на штамповку высокопрочных алюминиевых сплавов и композитных материалов с металлической основой. Традиционные технологии дорабатываются для работы с этими «капризными» металлами, которые склонны к пружинению и растрескиванию.
Ниже собраны ответы на наиболее популярные вопросы, возникающие у заказчиков при планировании производства мелких деталей.
Минимальный объем зависит от сложности детали и стоимости оснастки. Обычно экономически целесообразно заказывать от 1 000 до 5 000 штук. Некоторые заводы готовы сделать пробную партию в 100-500 штук для тестирования рынка, но цена единицы в таком случае будет существенно выше. Для прогрессивной штамповки оптимальный старт — от 10 000 единиц.
Процесс включает проектирование штампа (1-2 недели), изготовление инструмента (2-4 недели) и настройку процесса (несколько дней). Таким образом, получение первых утвержденных образцов обычно занимает от 4 до 6 недель. Срок может варьироваться в зависимости от загруженности завода и сложности геометрии.
Внести серьезные изменения в готовый hardened-штамп (закаленный инструмент) крайне сложно и дорого, часто проще изготовить новый. Поэтому критически важно провести этап согласования 3D-моделей и прототипов (сделанных, например, лазерной резкой) перед запуском в производство инструмента. Мелкие корректировки (например, радиусы гибов) иногда возможны путем доработки пуансона или матрицы.
Наиболее популярны: низкоуглеродистая сталь (для крепежа и кронштейнов), нержавеющая сталь (для коррозионностойких деталей), медь и ее сплавы (латунь, бронза — для электрических контактов), алюминий (для легких корпусов). Выбор зависит от требуемой электропроводности, прочности, веса и условий эксплуатации.
Профессиональные OEM-заводы понимают ценность интеллектуальной собственности. Перед началом любых работ обязательно подписывается соглашение о неразглашении (NDA). Чертежи и 3D-модели хранятся на защищенных серверах с ограниченным доступом, а физическая оснастка маркируется кодами заказчика и не используется для производства продукции третьих лиц.
Организация производства металлических компонентов — сложная задача, требующая глубоких знаний и ресурсов. ОЕМ штамповка мелких деталей на заказ делает завод вашим стратегическим партнером, берущим на себя все технические риски и обеспечивающим стабильное качество.
Выбирая правильный метод производства и надежного исполнителя, вы получаете конкурентное преимущество: снижение себестоимости, ускорение выхода на рынок и уверенность в надежности каждого узла вашего изделия. Будь то инновационный гаджет, безопасный автомобиль или жизненно важный медицинский прибор — все начинается с качественной маленькой детали.
Рекомендуется начинать сотрудничество с аудита технической документации и консультации с технологами завода. Это позволит оптимизировать дизайн детали под производство (DFM) и избежать лишних затрат на ранних этапах. Помните, что инвестиции в качественный инструмент и проверенного партнера окупаются многократно в ходе серийного выпуска.
В условиях растущей конкуренции и усложнения продуктов, способность быстро и дешево производить сложные металлические компоненты становится ключевым фактором успеха. Доверьте эту задачу профессионалам, использующим передовые технологии штамповки, и сосредоточьтесь на развитии вашего бренда.