2026-05-27
Если вы ищете завод, предлагающий штамповка листового металла из латуни с гарантированным качеством для оптовых партий, ключевым фактором является не просто наличие прессов, а способность удерживать допуски в пределах ±0.02 мм при серийном производстве. В нашей практике мы видели, как многие закупщики теряли до 30% бюджета на брак из-за неправильного подбора поставщика, который экономил на инструменте, а не на материале. Лучшее качество обеспечивает предприятие, интегрирующее разработку пресс-форм и финишную обработку в единый цикл, исключая передачу полуфабрикатов между разными подрядчиками. Именно такой подход реализует ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля, где контроль начинается с входной проверки сплава и заканчивается финальным тестом готовой детали.
Латунь — капризный материал. При высокоскоростной штамповке она склонна к наклепу и изменению геометрии, если инструмент не имеет правильной закалки или смазки. Заводы, работающие по принципу “конвейера”, часто игнорируют микротрещины, которые проявляются только после сборки узла у конечного клиента. Мы настоятельно рекомендуем запрашивать у поставщика отчеты о твердости материала (по Роквеллу) и примеры партий, отгруженных в ЕС за последние 6 месяцев. Это единственный способ проверить реальную стабильность процесса, а не маркетинговые обещания.
При заказе оптовой партии латунных компонентов критически важно понимать разницу между марками сплава. Большинство бюджетных поставщиков предлагают стандартную латунь CW508L (CZ121), которая подходит для декоративных элементов, но может не выдержать нагрузок в ответственных узлах автоматики или гидравлики. Для технических деталей, работающих под напряжением, требуется сплав с повышенным содержанием меди или специальными добавками, улучшающими пластичность при холодной деформации. Ошибка в выборе марки на этапе проектирования приводит к тому, что штамповка листового металла дает трещины по радиусам гиба уже на стадии приемки.
Толщина материала также диктует выбор оборудования. Для латуни толщиной до 1.5 мм подходят механические прессы с высокой скоростью хода, обеспечивающие чистый срез без заусенцев. Однако при работе с листом от 2.0 мм и выше использование старых механических станков рискованно: они создают ударную нагрузку, деформирующую структуру металла. В таких случаях необходим гидравлический пресс с регулируемым усилием. На производственной базе ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля парк оборудования включает 60 штамповочных станков разного типа, что позволяет подбирать технологию строго под задачу, а не подгонять задачу под имеющийся станок.
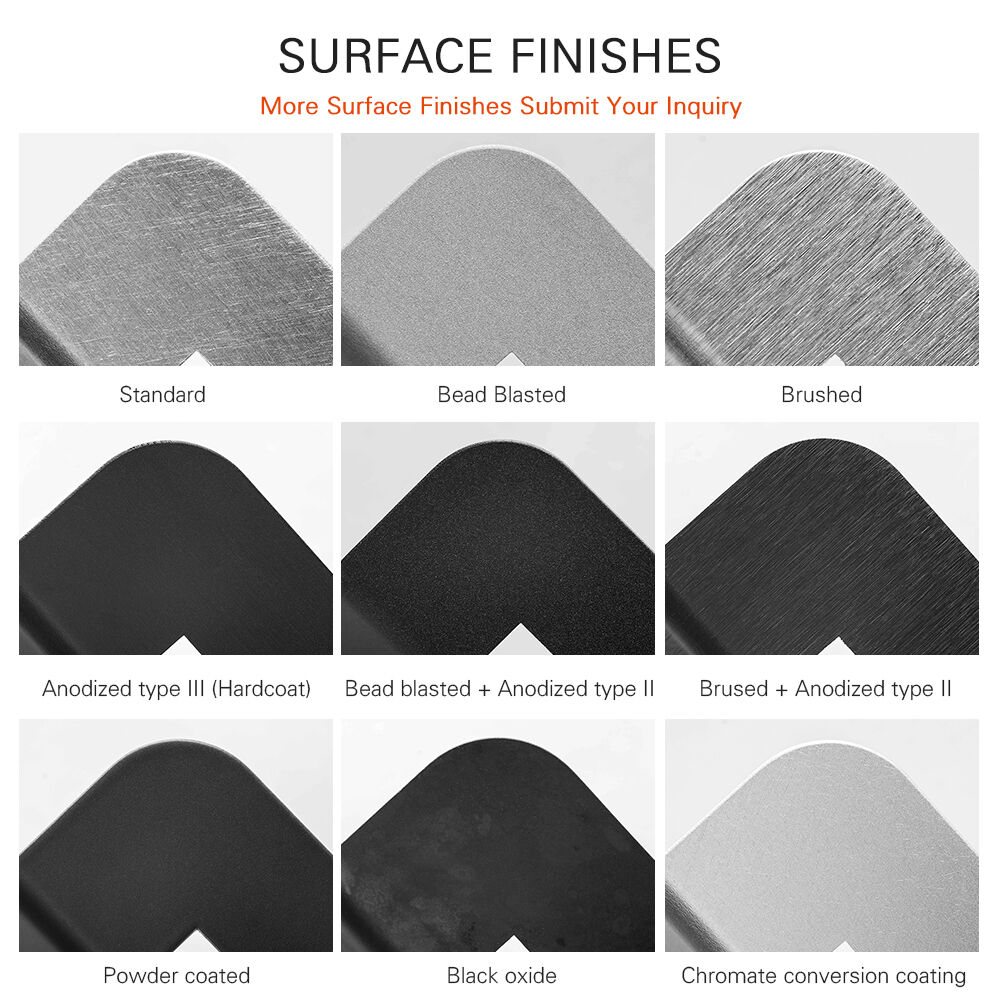
Еще один скрытый параметр — состояние поверхности листа перед штамповкой. Латунь часто поставляется с защитной пленкой или маслом. Если технология не предусматривает правильную очистку перед формовкой, остатки смазки попадают в матрицу, вызывая смещение детали и нарушение соосности отверстий. В нашем отделе контроля качества внедрена процедура обязательной ультразвуковой очистки критических партий, что снижает процент брака при последующей гальванической обработке. Запросите у потенциального поставщика их регламент подготовки сырья — если его нет, риск получения некондиции возрастает многократно.
Выбор между различными методами формовки определяет не только цену, но и долговечность изделия. Многие заказчики путают простую вырубку и глубокую вытяжку, считая их взаимозаменяемыми процессами. Это опасное заблуждение. Ниже приведена таблица, демонстрирующая реальные различия в применимости для латунных деталей разной сложности.
| Параметр сравнения | Механическая штамповка (Высокая скорость) | Гидравлическая штамповка (Контроль усилия) | ЧПУ обработка (Из прутка/листа) |
|---|---|---|---|
| Оптимальная толщина латуни | 0.3 мм – 1.5 мм | 1.5 мм – 4.0 мм | Любая, но экономически выгодно от 3 мм |
| Точность размеров (IT) | IT9 – IT10 (зависит от износа инструмента) | IT8 – IT9 (стабильнее за счет плавности хода) | IT7 – IT8 (максимальная точность) |
| Риск наклепа материала | Высокий при частых ходах | Низкий (возможность пауз для охлаждения) | Отсутствует (снятие слоя резанием) |
| Экономическая эффективность (опт >10k шт.) | Максимальная (низкая себестоимость единицы) | Средняя | Низкая (высокие затраты времени) |
| Применение | Шайбы, контакты, простые кронштейны | Корпуса, глубокие стаканы, сложные профили | Прототипы, детали со сложной 3D геометрией |
Обратите внимание на колонку “Риск наклепа”. При массовом производстве механическим способом металл нагревается быстрее, чем успевает остывать. Это меняет его кристаллическую решетку, делая деталь хрупкой. Один из наших клиентов столкнулся с тем, что партия латунных клемм, произведенная на скоростном прессе без промежуточного отжига, начала ломаться при монтаже через неделю после установки. Решение потребовало полной замены партии и пересмотра техпроцесса. Поэтому для ответственных узлов мы всегда рекомендуем либо гидравлическую схему, либо включение операции термообработки в цикл.
ЧПУ обработка, хоть и показана в таблице как альтернатива, для латуни в больших объемах часто избыточна. Однако она незаменима, когда нужна уникальная геометрия, которую невозможно получить штамповкой без дорогостоящей оснастки. Компания ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля использует 8 трех- и четырехосевых обрабатывающих центров именно для таких задач, создавая пилотные партии или сложные узлы, где допуск tighter than ±0.01 мм является критическим. Гибкость сочетания этих методов на одной площадке позволяет избежать компромиссов между ценой и качеством.
Закупка штамповка листового металла за рубежом всегда несет риски, связанные с несоответствием ожиданий реальности. Самая распространенная проблема — “подмена материала”. Недобросовестные фабрики могут использовать вторичную латунь или сплав с нарушенной стехиометрией, чтобы снизить себестоимость. Визуально такая деталь может выглядеть идеально, но ее электропроводность или антикоррозийные свойства будут ниже нормы. Единственная защита — требование сертификата анализа материала (Mill Certificate) на каждую плавку и проведение независимой спектральной экспертизы при приемке.
Второй риск — несоответствие чертежам в мелочах. Китайские производители часто допускают отклонения в радиусах скругления или фасках, если это не указано явно в допусках. Для функциональных деталей, входящих в сборку с другими компонентами, даже отклонение в 0.1 мм может сделать монтаж невозможным. В нашей практике был случай, когда партия из 50 000 штук латунных втулок не подошла к валу двигателя из-за того, что производитель сэкономил на финишной калибровке отверстия. Чтобы избежать этого, контракт должен содержать четкие ссылки на международные стандарты (ISO 2768-mK) и требования к контрольным образцам.
Третий фактор — упаковка и логистика. Латунь легко окисляется при контакте с влагой, образуя характерный зеленый налет (патину), который для технических деталей недопустим. Правильная упаковка должна включать вакуумирование, использование силикагеля и антикоррозийной бумаги VCI. Поставщики, игнорирующие этот этап, экономят копейки на упаковке, но ставят под угрозу весь груз. Надежная международная логистика, которую обеспечивает отдел внешней торговли ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля, включает строгий контроль условий отгрузки, что гарантирует прибытие товара в Европу и США в первозданном виде, без следов коррозии.
В промышленном секторе слова “высокое качество” ничего не стоят без подтверждения документами. Сертификат ISO 9001 — это базовый минимум, означающий, что у завода есть система менеджмента качества. Но он не гарантирует качество конкретной детали. Гораздо важнее наличие отраслевых сертификатов, таких как SGS для проверки химического состава или CE для соответствия европейским директивам безопасности. Наличие сертификата BSCI подтверждает этичность производства, что становится все более важным требованием для крупных западных ритейлеров и брендов.
Процесс контроля на современном заводе не ограничивается выборочной проверкой. Он должен быть встроен в каждый этап. Входной контроль сырья отсеивает некондиционный металл. Операционный контроль во время штамповки позволяет оператору остановить линию при первом признаке износа пуансона. Финальное тестирование включает проверку геометрии, покрытия и функциональности. Внедрение методологии 6S на производстве ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля обеспечивает чистоту и порядок, что напрямую влияет на отсутствие загрязнений на деталях и снижение количества ошибок персонала.
Для российских и европейских покупателей важно также соответствие местным ГОСТам или EN стандартам. Например, для электротехнической латуни существуют жесткие требования по проводимости. Профессиональный поставщик всегда готов адаптировать свой техпроцесс под специфические требования вашего рынка. Мы рекомендуем запрашивать у поставщика отчеты о внутренних испытаниях (Internal Test Reports) перед отгрузкой. Это документ, который показывает реальные замеры по вашей партии, а не общие данные сертификата завода-производителя металла.
Многие компании пытаются сэкономить, заказывая инструмент в одном месте, штамповку в другом, а гальванику в третьем. На бумаге это выглядит дешевле, но на практике приводит к увеличению сроков и потере ответственности. Когда возникает дефект, каждый подрядчик винит предыдущего. Интеграция всех этапов — от проектирования пресс-форм до сборки — на одной площадке решает эту проблему. Вы имеете дело с одним ответственным лицом, которое контролирует всю цепочку создания стоимости.
Компания ООО Сямынь Тунчэнцзяньхуэй Индустрия И Торговля реализует именно такую модель полного цикла. Собственное изготовление пресс-форм позволяет вносить изменения в конструкцию детали оперативно, без длительной переписки с внешними инструментальщиками. Если в ходе пробной штамповки выясняется, что радиус нужно увеличить для улучшения текучести металла, инженер делает это немедленно. Это сокращает время запуска新产品 (NPI) с нескольких месяцев до недель. Кроме того, наличие собственного участка ЧПУ-обработки и резки лазеров позволяет комбинировать технологии: например, сделать основную форму штамповкой, а точные отверстия досверлить на ЧПУ для идеальной точности.
Гибкость кастомизации — еще одно преимущество интегрированного производства. Команда инженеров и дизайнеров может реализовать индивидуальные решения по форме, размеру и функционалу, которые недоступны на конвейерных заводах, заточенных только под миллионные тиражи стандартных изделий. Будь то мелкая фурнитура или функциональные узлы для автоматизированного оборудования, подход остается индивидуальным. Клиент получает не просто деталь, а техническое решение, адаптированное под его конкретные задачи, что в долгосрочной перспективе снижает общую стоимость владения продуктом.
Цена за штуку (Unit Price) — самый плохой критерий для выбора поставщика в B2B. Дешевая деталь может обойтись дорого из-за высокого процента брака, простоев линии сборки у заказчика или рекламаций от конечных потребителей. Реальная стоимость складывается из цены закупки, затрат на логистику, таможенных пошлин, расходов на входной контроль и потенциальных убытков от брака. Часто разница в цене в 10% между дешевым и качественным поставщиком нивелируется отсутствием брака у второго.
При расчете бюджета учитывайте MOQ (минимальный объем заказа). Для сложных латунных деталей экономически оправданный тираж обычно начинается от 1000-5000 штук, чтобы окупить стоимость оснастки. Однако гибкая производственная структура современных заводов позволяет работать и с малыми партиями для тестирования рынка, хотя цена единицы будет выше. Важно обсудить с поставщиком условия масштабирования: как изменится цена при увеличении объема в 2 или 10 раз. Прозрачная ценовая политика и готовность к долгосрочному сотрудничеству важнее сиюминутной скидки.
Также стоит учитывать сроки поставки. Задержка в производстве может остановить ваш конвейер, что принесет убытки, многократно превышающие экономию на цене металла. Стабильность поставок, подтвержденная многолетней работой с клиентами в Европе и США, является активом поставщика. Отдел внешней торговли, созданный еще в 2010 году, специализируется на экспорте нестандартной фурнитуры и индивидуальных решений, что говорит о накопленном опыте решения логистических и таможенных проблем. Надежность в сроках — это часть качества сервиса.
MOQ зависит от сложности детали и необходимости изготовления новой пресс-формы. Для стандартных операций, где инструмент уже имеется, мы можем отгружать партии от 500 штук. Если требуется разработка новой оснастки, экономически целесообразный заказ начинается от 2000-3000 единиц, чтобы распределить стоимость формы. Однако мы готовы обсуждать индивидуальные условия для стартапов и тестовых партий, предлагая варианты аренды инструмента или поэтапной оплаты.
Да, все процессы регламентированы стандартом ISO 9001, и мы регулярно выполняем заказы с допусками по ISO 2768-mK и даже f (fine). Контроль осуществляется на каждом этапе: от входного приёма сырья до финального тестирования готовых изделий с использованием поверенного измерительного оборудования. Для критических размеров мы предоставляем отчеты CPK (индекс воспроизводимости процесса), подтверждающие статистическую стабильность производства.
Проектирование и изготовление пресс-формы занимает от 15 до 25 дней в зависимости от сложности конструкции. После утверждения образца первая партия готова еще через 7-10 дней. Таким образом, полный цикл от чертежа до получения товара составляет около месяца. Благодаря гибкой производственной структуре компания гарантирует соблюдение сроков поставки даже при сложных технических условиях, используя методологию 6S для оптимизации операционных процессов.
Мы принимаем чертежи в любых распространенных форматах: STEP, IGES, DWG, DXF, PDF. Наш инженерный отдел проводит бесплатный анализ технологичности конструкции (DFM analysis) перед началом работ. Если в чертеже есть ошибки или места, удорожающие производство без функциональной необходимости, мы предложим оптимизацию, которая сохранит свойства детали, но снизит её себестоимость.
Выбор партнера для производства латунных компонентов — это стратегическое решение, влияющее на качество вашего конечного продукта. Не рискуйте репутацией ради экономии нескольких центов на единице продукции. Доверьте штамповка листового металла профессионалам с подтвержденным опытом и полным циклом производства. Свяжитесь с нами сегодня, чтобы обсудить ваш проект, получить расчет стоимости и убедиться в качестве нашей работы на примере бесплатного образца. Мы готовы стать вашим надежным звеном в цепи поставок, обеспечивая стабильность, качество и техническую поддержку на каждом этапе сотрудничества.